

Приемы пиления ручными пилами
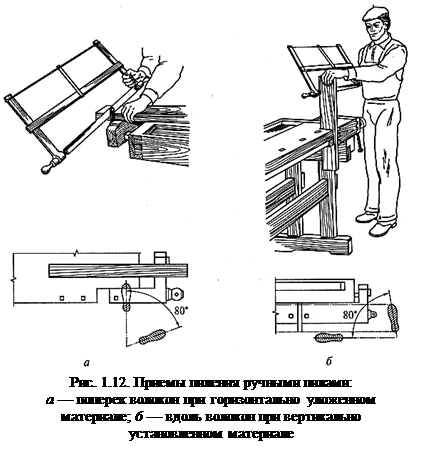 В зависимости от установки распиливаемого материала относительно крышки верстака и направления резания относительно волокон древесины различают следующие виды пиления: поперек волокон при горизонтально уложенном материале и вдоль волокон при вертикально установленном материале, а также криволинейное фигурное и под различными углами.
В зависимости от установки распиливаемого материала относительно крышки верстака и направления резания относительно волокон древесины различают следующие виды пиления: поперек волокон при горизонтально уложенном материале и вдоль волокон при вертикально установленном материале, а также криволинейное фигурное и под различными углами.
Пиление поперек волокон при горизонтально уложенном материале (рис. 1.12, а) применяют при выпиливании заготовок по длине, спиливании щечек шипов, выборке четвертей и фальцев и т.д. Обрабатываемую заготовку укладывают на крышку верстака так, чтобы кромка заготовки упиралась в откидной упор. Правой рукой держат лучковую пилу или ножовку, а левой поддерживают и прижимают заготовку к откидному упору верстака. Пиление поперек волокон производят лучковыми пилами, ножовками и наградками с зубьями для поперечной распиловки. Выпиливание широких заготовок из плит удобнее производить ножовкой.
Пиление вдоль волокон при вертикально установленном материале (рис. 1.12, б) применяют для получения черновых заготовок. Обрабатываемый материал после разметки закрепляют в верстаке прижимной коробкой так, чтобы высота заготовки была не выше уровня локтя рабочего, а долевая кромка плотно прижата к рабочей доске верстака.
Для криволинейного фигурного пиления применяют узкие выкружные пилы или лобзики. Выпиливание фигур производится по определенным рисункам или эскизам. В ходе распиливания следят, чтобы криволинейное очертание разметки не спиливалось.
…
Для более точного пиления деталей под прямым углом (при их торцовке) и под углом 45° применяют шаблон — стусло (рис. 1.13).
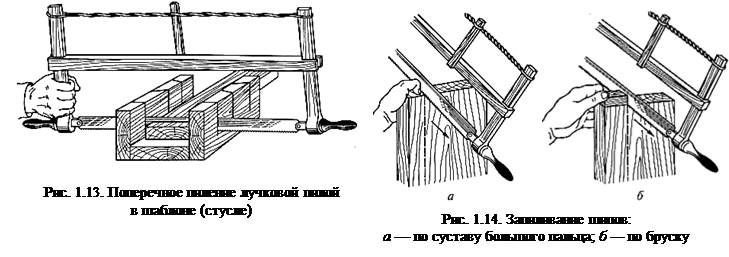
При раскрое заготовок и запиливании шипов и проушин независимо от вида пиления зубья пилы устанавливают к риске по суставу большого пальца левой руки или по бруску во избежание травмы (рис. 1.14). Пиление начинают, двигая пилу на себя. Запиливание наградкой производят по бруску, укрепленному на обрабатываемой заготовке.
Требования к качеству пиления
Качество пиления характеризуется шероховатостью полученных поверхностей и точностью
обработки заготовки. Более шероховатая поверхность получается при работе тупой и плохо разведенной пилой, поэтому перед работой пилу следует хорошо заточить и развести. Неточный распил древесины получается при сильном нажиме пилой и при отклонении ее от разметочной риски. Запиливание шипов и проушин следует начинать только после приобретения достаточного опыта в работе ручными пилами и отработки приемов пиления. При пилении разметочную риску сохраняют. Линия пропила должна проходить рядом с риской, и по этой линии определяют точность распиловки. При дальнейшей обработке строганием припуск на обработку снимается.
Чтобы избежать отщепов и отломов кромок при поперечном распиливании деталей, их концы при окончании пиления следует поддерживать левой рукой. Запиливание шипов и проушин должно выполняться с достаточной точностью.
Безопасность труда при работе с ручными пилами
Пилы для работы должны быть исправными, хорошо заточенными и разведенными. В процессе работы надо следить за тем, чтобы принятое рабочее положение было удобным для выполнения работы.
В начале запиливания шипов и проушин по суставу большого пальца левой руки сустав нужно держать выше зубьев пилы, чтобы не ранить руку. Необходимо помнить, что при сильном нажиме на пилу ее полотно может выскочить из пропила и повредить левую руку.
При поперечной распиловке нужно следить за тем, чтобы отпиливаемая часть доски не упала на ногу. Конец закрутки лучковой пилы не должен выступать за пласть распорки. Выступающий конец закрутки (планки, стягивающей стойки лучковой пилы для натяжения пильного полотна) может зацепиться за обрабатываемую заготовку и стать причиной травмы. Под ногами в процecce пиления не должно быть посторонних предметов.
Полезные советы столяру
• Чем тоньше деталь, тем меньшего размера должны быть зубья пилы. Поэтому для опиливания мелких штапиков или планок можно использовать шлицевую пилку для металла, но работать ею следует в стусле.
• Края фанеры при распиле поперек рубашечного слоя не будут скалываться, если место распила предварительно смочить водой.
• Чтобы пила с нешироким разводом зубьев не застревала в древесине (особенно в сырой), ее достаточно натереть мылом, и работа пойдет быстрее.
Строгание древесины
Строгание — это резание древесины резцом (ножом) в разных направлениях по отношению к ее волокнам. С помощью строгания пиленых заготовок получают заготовки правильной формы, заданных размеров и определенной шероховатости поверхности древесины.
Для строгания применяют ручной строгальный инструмент (рис. 1.15), которым обрабатывают прямолинейные, криволинейные, плоские и фигурные поверхности.
Изготовляют строгальные инструменты из древесины твердолиственных пород (граба, ясеня, клена, бука, груши и яблони), которая должна быть прямослойной без пороков и влажностью не более 10 %.
Помимо деревянных рубанков для строгания древесины применяют металлические шерхебели и рубанки с одиночными или двойными ножами.
§
Для строгания выпуклых и вогнутых поверхностей служит горбач (рис. 1.22), корпус которого имеет по всей длине выпуклую или вогнутую форму в зависимости от профиля (кривизны) обрабатываемых деталей. Нож у горбача имеет прямое лезвие.
Для профильной обработки деталей предназначена калевка (рис. 1.23). Подошва калевки имеет зеркальную (обратную) форму профиля детали. Для обработки разных профилей необходим соответствующий набор инструментов.
Для отборки и зачистки четвертей, фальцев при выполнении столярных работ применяется зензубель (рис. 1.24), нож которого по форме напоминает лопатку. Ножи делают с прямым лезвием и под углом 80° к кромке. Наличие в колодке бокового отверстия обеспечивает свободный выход стружки.
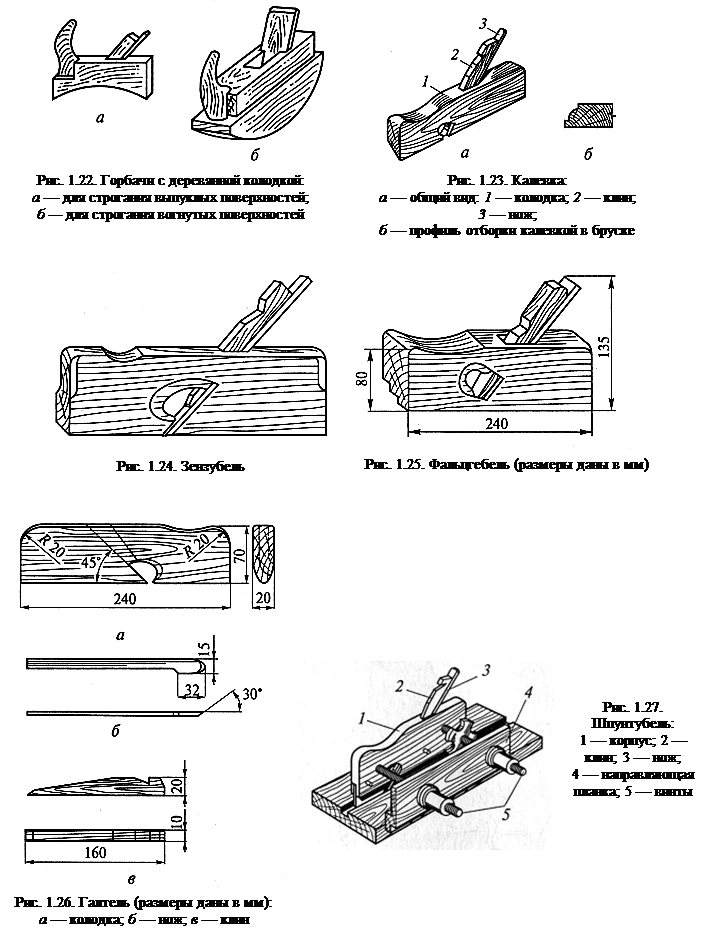
Для отборки и зачистки фальца (профиля на кромке детали) при выполнении столярных работ без предварительной разметки предназначен фалъцгебелъ (рис. 1.25), подошва которого имеет ступенчатый профиль. Нож находится в середине колодки, а по бокам находятся ограничители по глубине и ширине. Нож имеет скос на 10°. Основание под нож делается под углом 75° к кромке колодки.
Для выборки полукруглых углублений (желобков) различной ширины и глубины с разным радиусом закругления используется галтель (рис. 1.26), подошва которого имеет закругление соответственно ножу.
Для соединения деталей служат пазы — углубления на заготовке прямоугольной формы, гребни — выступы на кромке заготовки, а также рейки.
…
Для выборки пазов на кромках и пластях деталей необходимой ширины и глубины соответственно размерам ножа применяется шпунтубель (рис. 1.27), состоящий из двух деревянных колодок, которые соединены двумя винтами. В одной колодке установлен нож, вторая служит как направляющая и ограничивающая размер от базовой грани. Нож представляет собой узкую стальную пластинку. Шпунтубели выпускают и металлическими для выборки пазов и четвертей в деталях.
Подготовка строгального инструмента к работе
Перед выполнением строгания заготовок предварительно подбирают необходимый рубанок, проверяют заточку ножа и производят наладку инструмента на заданный режим резания.
Ножи рубанков затачивают на абразивном круге, который периодически смачивают водой.
 Для заточки ножей используют настольные точила ЭТ-1, БЭТ-1, ТН-100 и др. Ножи можно затачивать и на точильном бруске прямолинейными или круговыми движениями, плотно прижимая их фаски к поверхности бруска (рис. 1.28). Правку ножей производят на оселке до полного снятия заусенцев. Точильные бруски смачивают водой, а оселки — керосином. Угол заострения ножей в пределах 25 … 30°. Кромка лезвия ножа должна быть строго прямолинейной или иметь другой профиль (вогнутый, выпуклый, ступенчатый). Правильность заточки ножей проверяют с помощью линейки, угольника, визуально и шаблоном.
Для заточки ножей используют настольные точила ЭТ-1, БЭТ-1, ТН-100 и др. Ножи можно затачивать и на точильном бруске прямолинейными или круговыми движениями, плотно прижимая их фаски к поверхности бруска (рис. 1.28). Правку ножей производят на оселке до полного снятия заусенцев. Точильные бруски смачивают водой, а оселки — керосином. Угол заострения ножей в пределах 25 … 30°. Кромка лезвия ножа должна быть строго прямолинейной или иметь другой профиль (вогнутый, выпуклый, ступенчатый). Правильность заточки ножей проверяют с помощью линейки, угольника, визуально и шаблоном.
Приемы наладки рубанка показаны на рис. 1.29. Наладка рубанка состоит в правильной установке и надежном закреплении его ножа. Наладку рубанка проверяют пробным строганием заготовок.
Нож цикли затачивают на бруске и правят на оселке. После правки нож не должен иметь заусенцев. Затем у ножа стальным полированным стержнем со скругленными углами наводят жало (заусенец) (рис. 1.30). Наводку изготовляют из напильника. После наведения жала у ножей образуется очень тонкое лезвие, которым и зачищают строганую поверхность.
Строгание ручными рубанками
Подготовленную к строганию заготовку закрепляют на верстаке лицевой (базовой) стороной вверх так, чтобы направление волокон древесины совпадало с направлением строгания. Строгать необходимо движением рук в полный размах по прямой линии с равномерным нажимом на рубанок. При этом основную роль должны играть движения рук рабочего, а не корпус его тела. Приемы строгания рубанка и фуганка показаны на рис. 1.31. Как правило, заготовку сначала строгают шерхебелем и рубанком с одиночным ножом, а затем — рубанком с двойным ножом или фуганком.
После прострагивания одной базовой поверхности заготовки ее переворачивают и строгают остальные стороны, контролируя процесс строгания угольником. Поверхность древесины должна быть чистой и гладкой, без задиров и вырывов волокон. Качество строгания проверяют визуально (на глаз), линейкой и угольником (рис. 1.32).Качество простроганной профильной поверхности можно проконтролировать простейшими шаблонами (эталонами).
При обработке торцов заготовки сначала строгают один край от себя до середины заготовки, а затем другой на себя (рис. 1.33). Это уменьшает отщепы и отколы. Чтобы избежать этих дефектов, на торце детали по ее периметру можно предварительно снять фаски шириной, равной величине строгания, а затем произвести торцовку.
Приемы работы горбачем, зензубелем, галтелью и фальцгебелем показаны на рис. 1.34. Горбачем так же, как и обычным рубанком, обрабатывают поверхности древесины различной кривизны.
Зензубелем отбирают четверти по заранее выполненной разметке. Строгание производят на небольшом расстоянии от разметочной линии, и последовательно снимают стружку на глубину четверти (примерно на 3…4 мм). После отборки части четверти по всей длине заготовки зензубелем строгают в полный размах рук, не выходя за пределы разметки. Затем четверть зачищают зензубелем.
Приемы работы галтелью почти такие же, как и зензубелем. Радиус закругления ножа подбирается в зависимости от назначения и размеров углубления (желобка).
Фальцгебелем отбирают четверти так же, как и зензубелем, но без предварительной разметки, так как ступенчатая подошва фальцгебеля определяет размер четверти. При строгании древесины обрабатываемую заготовку необходимо правильно уложить на верстак и закрепить ее между его упорами.
Особым видом строгания древесины является циклевание специальным ножом-циклей. При работе циклю ставят под углом к циклюемой поверхности, держат ее пальцами обеих рук и двигают в направлении волокон древесины. Цикля строгает только при движении в одну сторону. Для циклевания можно использовать и ручную циклю рубаночного типа.
Безопасность труда при строгании
Строгать следует исправным инструментом с хорошо заточенным ножом и надежной его установкой в колодке рубанка или фуганка. При заточке ножей на металлическом точиле надо надевать защитные очки. На точиле должен быть защитный экран с блокирующим устройством. Строгальные инстру менты на верстаке нужно укладывать на бок лезвием от себя, а после работы их следует очистить от стружки и убрать в инструментальный шкаф.
Полезные советы столяру
• Лезвия ножей рубанков и фуганков должны быть незначительно (не более 0,5 мм) скруглены по краям. Этим исключается работа боковых передних кромок ножей, которые оставляют полосы при строгании обрабатываемых заготовок.
• Если «подошва» деревянного рубанка пришла в негодность, ее заменяют новой, путем наклеивания пластины толщиной 15…20 мм из древесины граба, клена, ясеня, бука. Для лучшего скольжения новую «подошву» рекомендуется слегка смазать тонким слоем льняного масла и просушить 8… 10 дней.
• Чтобы наладить металлический рубанок на требуемую толщину стружки (0,2…0,3 мм), достаточно положить под его переднюю и заднюю части по листу обычной бумаги, сложенной в несколько слоев. Бумагу и рубанок следует поместить на ровную поверхность (стол, стекло). При опускании зажимного винта нож опустится на плоскость, на которой стоит рубанок.
§
Долбление — это процесс удаления из заготовки ненужной древесины путем внедрения в нее долота или стамески. С помощью долбления в заготовках выбирают гнезда, пазы и проушины.
Инструменты для долбления
Для долбления используют долота и стамески (плоские и полукруглые).
Столярное долото состоит из стального полотна, рукоятки, кольца и колпачка (рис. 1.35, а). Рукоятку долота изготовляют из твердолиственных пород или из ударопрочной пластмассы. Долота изготовляют длиной 315, 335 и 350 мм с шириной полотен 6…20 мм. Угол заточки фаски долота составляет 25…30°, а угол заточки боковых граней — 10°.
Для выборки мелких гнезд, зачистки четвертей, пазов, шипов, проушин, снятия фасок и подгонки соединений деревянных деталей используют плоские стамески (рис. 1.35, б).
При обработке закругленных поверхностей заготовок и гнезд применяют полукруглые стамески.
Длина стамесок составляет 240, 250 и 265 мм; ширина плоских стамесок — 4…50 мм, полукруглых — 4…40 мм; угол заточки — 25…30°.
Подготовка долот и стамесок к работе
Долота затачивают на механическом точиле, правят на точильном бруске и оселке, как и ножи рубанков. Заточка долота должна быть односторонней с фаской и прямоугольным лезвием. Плоские стамески затачивают так же, как и долота, с углом заострения резца 25…30°. Лезвия полукруглых стамесок затачивают точильным бруском и личным напильником.
…
Приемы долбления древесины
Для получения сквозного гнезда предварительно делают его разметку с двух противоположных сторон заготовки, а несквозного — с одной стороны. При сквозном долблении под заготовку подкладывают доску, чтобы не повредить крышку верстака. Приемы долбления показаны на рис. 1.36. Долото подбирают по ширине размеченного гнезда, ставят его вертикально возле ближней линии разметки (фаской внутрь), отступая от линии на расстояние 1 …2 мм, после этого киянкой по долоту наносят первый удар, а затем по наклоненному внутрь гнезда долоту — второй удар и срезают первую стружку. Далее повторяют то же самое и выдалбливают примерно 2/3 длины гнезда. Затем процесс долбления продолжают у противоположной линии разметки. Потом заготовку переворачивают и выполняют долбление с противоположной стороны в той же последовательности. Срезать при долблении толстую стружку нежелательно, так как в результате
этого ухудшается качество заготовки.
Приемы резания стамеской
При подравнивании и зачистке поверхностей стамеску держат в обхват ладонью правой руки за конец рукоятки, а ладонью левой руки обхватывают полотно стамески. Правой рукой нажимают на торец рукоятки, в результате чего стамеска врезается в древесину и двигается вперед. Левой рукой регулируют толщину снимаемой стружки и направление резания. При этом чтобы резать было легче, режущую кромку стамески располагают под острым углом к волокнам древесины. Приемы резания стамеской показаны на рис. 1.37.
Безопасность труда
Неаккуратное обращение с долотом и стамеской и несоблюдение правил безопасности труда могут стать причиной серьезных травм. При работе долотом и стамеской запрещается резать на себя, на весу, с упором детали в грудь, с расположением детали на коленях. При резании стамеской пальцы левой руки всегда должны находиться сзади лезвия. Перед началом работы необходимо убедиться, что долота и стамески хорошо и правильно заточены. Стамеску или долото можно передавать рядом работающему только рукояткой, а не лезвием вперед. На деревянных рукоятках долот и стамесок не должно быть сколов, трещин, острых углов и других дефектов, которые могут привести к травмированию кожи рук рабочего.
Полезный совет столяру
• Чтобы легче было продолбить гнездо в заготовке, надо увлажнить выбираемый участок, положив на него смоченную горячей водой тряпку. После намокания верхнего слоя его без труда удаляют стамеской. Затем повторяют намачивание и выдалбливают до тех пор, пока гнездо не достигнет нужного размера.
Сверление древесины
Сверление — это столярная операция, выполняемая для получения круглых отверстий под нагели, шурупы, болты и другие стержневые крепления деревянных деталей. Сверлением также удаляют пороки древесины — сучки с последующей их заделкой деревянными пробками на клею. Для сверления древесины применяют сверла: спиральные, центровые, шнековые и зенковочные (рис. 1.38).
Инструменты для сверления
Для сверления используют различные виды сверл.
Спиральные сверла с конической заточкой (см. рис. 1.38, а) применяют для сверления древесины вдоль и поперек волокон, а также под углом к поверхности детали. Спиральные сверла с направляющим центром и подрезателями (см. рис. 1.38, б) служат для сверления древесины поперек волокон. Спиральные сверла имеют на поверхности стержня винтовые канавки для удаления стружки из отверстия. Ими выбирают глубокие и точные отверстия.
Центровые сверла с плоской (см. рис. 1.38, в) и цилиндрической головкой (см. рис. 1.38, г) служат для сверления в древесине сквозных и неглубоких отверстий поперек волокон. Центровые сверла с цилиндрической головкой также применяют для сверления отверстий под шарнирные петли. Центровыми сверлами высверливают неглубокие отверстия диаметром 12… 50 мм. Такое сверло состоит из стержня с расположенными вниз подрезателями, режущей кромкой (лезвием) и направляющим центром (острием).
Во время работы сверло приходится часто вынимать из отверстия для удаления стружки.
Шнековые сверла (см. рис. 1.38, д) применяют для сверления древесины поперек волокон. Диаметр шнековых сверл 10…30 мм.
Зенковочные сверла, или зенковки (см. рис. 1.38, е), служат для зенкерования[4] отверстий под шурупы и болты.
Подготовка сверл к работе
Сверла затачивают мелкозернистыми шлифовальными кругами на точиле или вручную напильниками. При заточке напильником твердость сверла должна быть меньше твердости напильника. Режущее лезвие сверл с направляющим центром затачивают с задней стороны, подрезатель — с внутренней стороны, направляющий центр — по граням пирамиды. У спиральных сверл с конической заточкой стачивают заднюю грань по образующей конуса. Заточка
производится вручную или с помощью заточных приспособлений.
Приемы сверления отверстий
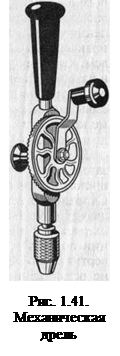
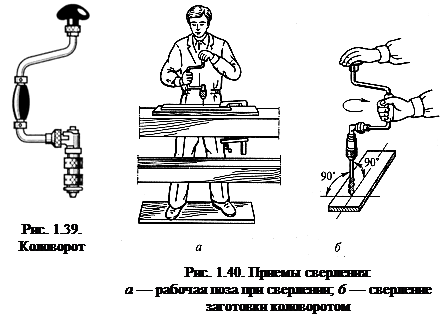 При высверливании отверстия сверло должно совершить два движения: вращательные (по часовой стрелке) и поступательное (вглубь отверстия). Для вращения сверла лучше использовать коловорот с трещоткой (рис. 1.39), представляющий собой коленчатый стержень, посередине которого имеется ручка для его вращения. На верхнем конце стержня расположена нажимная головка, а на нижнем — патрон для крепления сверла. Коловорот должен вращаться вправо и влево. Направление его вращения устанавливают кольцом — переключателем. Коловоротом можно завертывать шурупы, болты и гайки, если в патрон вставить отвертку или торцевой гаечный ключ. Коловоротом можно просверливать отверстия диаметром до 10 мм. Приемы сверления с помощью коловорота показаны на рис. 1.40. Кроме коловорота для ручного сверления используют механическую дрель (рис. 1.41).
При высверливании отверстия сверло должно совершить два движения: вращательные (по часовой стрелке) и поступательное (вглубь отверстия). Для вращения сверла лучше использовать коловорот с трещоткой (рис. 1.39), представляющий собой коленчатый стержень, посередине которого имеется ручка для его вращения. На верхнем конце стержня расположена нажимная головка, а на нижнем — патрон для крепления сверла. Коловорот должен вращаться вправо и влево. Направление его вращения устанавливают кольцом — переключателем. Коловоротом можно завертывать шурупы, болты и гайки, если в патрон вставить отвертку или торцевой гаечный ключ. Коловоротом можно просверливать отверстия диаметром до 10 мм. Приемы сверления с помощью коловорота показаны на рис. 1.40. Кроме коловорота для ручного сверления используют механическую дрель (рис. 1.41).
 Для выполнения сверления заготовку закрепляют на верстаке, затем производят разметку центра отверстия и накалывают его шилом. После определения центра отверстия начинают сверление. Сквозные отверстия в толстых деталях просверливают обычно с двух сторон. В тонких заготовках делают одностороннее сквозное сверление с подкладной доской с обратной стороны. При сверлении под углом к поверхности заготовки сначала просверливают вертикальное отверстие на небольшую глубину, а затем сверло, не останавливая вращения, поворачивают под нужным углом к поверхности заготовки. При сверлении под углом можно сначала
Для выполнения сверления заготовку закрепляют на верстаке, затем производят разметку центра отверстия и накалывают его шилом. После определения центра отверстия начинают сверление. Сквозные отверстия в толстых деталях просверливают обычно с двух сторон. В тонких заготовках делают одностороннее сквозное сверление с подкладной доской с обратной стороны. При сверлении под углом к поверхности заготовки сначала просверливают вертикальное отверстие на небольшую глубину, а затем сверло, не останавливая вращения, поворачивают под нужным углом к поверхности заготовки. При сверлении под углом можно сначала
вырубить долотом верх гнезда, а потом выполнить сверление.
Часто для сверления нескольких отверстий используют накладные шаблоны, которые имеют отверстия требуемого диаметра и исключают выполнение разметки. Шаблоны (кондукторы), изготовленные из древесины твердолиственных пород, представляют собой бруски, в которых высверлены 2…3 отверстия, равные диаметру сверла. Кондукторы закрепляют на заготовке струбциной и сверлят отверстия на нужную глубину. Полученные отверстия должны иметь точный размер, а их оси должны быть строго перпендикулярны к верхней поверхности заготовки. При сверлении древесины нужно использовать правильно заточенные сверла без трещин и дефектов. Подачу сверла в глубь отверстия нужно производить легко и плавно.
§
При работе сверлом не допускается держать коловорот сверлом к себе, сверлить на коленях и сильно нажимать на сверло. Сверло должно быть прочно и без перекоса закреплено в патроне коловорота или дрели. При заточке сверл на точиле нужно работать с предохранительным экраном или в очках.
Полезные советы столяру
• Кусок пенопласта, надетый на сверло, может служить не только показателем глубины просверленного отверстия, но и выполнять роль вентилятора, сдувающего стружку.
• Просверливая полированную поверхность, наденьте на сверло фетровую шайбу. Она предохранит поверхность от повреждения патроном дрели.
Шлифование древесины
Для получения ровных и гладких поверхностей древесины под отделку их шлифуют чаще всего шлифовальной шкуркой. Шлифовальная шкурка представляет собой основу (бумажную, тканевую или комбинированную), на которую с помощью клея нанесен абразив в виде зерен, представляющих собой резцы с гранями и кромками.
Наибольшее распространение для производства шкурок получили кварц, наждак, электрокорунд и карбид кремния. Важной характеристикой шлифовальных шкурок является размер их зерен, который обозначается определенным номером: шлифзерно — № 200, 160, шлифпорошки — № 125, 80, 63, 50, 40, 32, 25, 20, 16, 12, 10, 8, 6, 5, 4; микропорошки — М63, М50, М40, М28, М20, М14.
Поверхности древесины целесообразно шлифовать после ее пиления, строгания и фрезерования, если ее шероховатость не более 250 мкм.
…
Древесину чаще всего шлифуют несколько раз до достижения нужной шероховатости поверхности: сначала крупнозернистой шкуркой (№ 32…20), затем среднезернистой (№ 16… 12), а затем мелкозернистой (№ 10…8). При таком последовательном шлифовании можно достичь шероховатости поверхности не более 16 мкм.
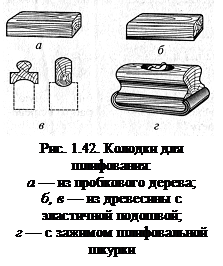
При ручном шлифовании используют специальные колодки, выполненные из пробкового дерева, или бруски древесины с наклеенными на их боковые поверхности полосками войлока или фетра толщиной 5 мм (рис. 1.42). В сборных колодках шкурка крепится к колодке. Брусок или колодку со шлифовальной шкуркой, легко прижимая к поверхности, плавно перемещают по шлифуемой поверхности древесины по направлению волокон. При поперечном шлифовании на древесине остаются царапины, снижающие качество шлифования.
 Качество шлифования зависит и от твердости древесины: чем тверже древесина, тем легче можно достичь требуемой шероховатости поверхности.
Качество шлифования зависит и от твердости древесины: чем тверже древесина, тем легче можно достичь требуемой шероховатости поверхности.
Во время работы шлифовальную шкурку необходимо периодически очищать щеткой от пыли, которая забивает ее и затрудняет процесс шлифовки.
После окончания шлифования пыль с поверхности древесины снимают мягкой волосяной щеткой или сдувают сжатым воздухом от компрессора. Отшлифованная поверхность должна быть ровной и гладкой, иметь требуемую шероховатость и не иметь вмятин и царапин.
Контрольные вопросы
1. Каковы назначение и устройство столярного верстака?
2. Какие основные правила организации труда и рабочего места столяра вы знаете?
3. Какие основные разметочные и контрольно-измерительные инструменты, применяемые при обработке древесины, вы знаете?
4. Какие приемы разметки древесины с помощью линейки, угольника, рейсмуса и шаблонов вы знаете?
5. Какие вы знаете виды ручных пил? Каковы особенности их устройства и применения?
6. Как производится подготовка ручных пил к работе?
7. Каковы приемы пиления древесины лучковой пилой и универсальной ножовкой?
8. Какие виды и особенности устройства и применения различных видов рубанков вы знаете?
9. Как выполняют подготовку рубанков к работе?
10. Какие приемы работы ручными рубанками (шерхебелем, рубанком и фуганком) вы знаете?
11. Что представляет собой циклевание древесины и каковы приемы его выполнения вручную?
12. Какие инструменты, применяемые для ручного долбления и сверления древесины, вы знаете?
13. Каковы приемы ручного долбления и резания стамеской?
14. Как выполняют сверление древесины ручным способом при использовании коловорота или дрели?
15. Каковы назначение и приемы шлифования древесины вручную?
16. Какие основные правила безопасности труда при обработке древесины ручными инструментами вы знаете?
Глава 2 МЕХАНИЗИРОВАННАЯ ОБРАБОТКА ДРЕВЕСИНЫ
При изготовлении столярно-мебельных изделий применяют ручные электрифицированные машины (электропилы, электролобзики, электрорубанки, электросверлильные и электрошли- фовальные машины) как средства малой механизации, а также различные деревообрабатывающие станки.
Ручные электрифицированные машины
Дисковые электропилы
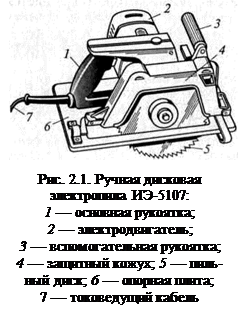 Дисковые электропилы применяют для продольного и поперечного раскроя досок и брусков, выборки пазов, четвертей, запиливания шипов и проушин. Электропилы используют также для раскроя листовых материалов. Пиление дисковыми электропилами проводят при нижнем и верхнем положении пильного диска относительно заготовки. При нижнем положении диска корпус электропилы предварительно крепят к рабочей доске верстака, а распиливаемую заготовку придвигают к диску пилы. При верхнем положении диска заготовку крепят к рабочей доске верстака, а электропилу равномерно перемещают по обрабатываемой заготовке. Пила ручная электрическая дисковая по дереву ИЭ-5107 предназначена для распиловки древесины лиственных и хвойных пород влажностью 30…50 %, толщиной до 65 мм (рис. 2.1).
Дисковые электропилы применяют для продольного и поперечного раскроя досок и брусков, выборки пазов, четвертей, запиливания шипов и проушин. Электропилы используют также для раскроя листовых материалов. Пиление дисковыми электропилами проводят при нижнем и верхнем положении пильного диска относительно заготовки. При нижнем положении диска корпус электропилы предварительно крепят к рабочей доске верстака, а распиливаемую заготовку придвигают к диску пилы. При верхнем положении диска заготовку крепят к рабочей доске верстака, а электропилу равномерно перемещают по обрабатываемой заготовке. Пила ручная электрическая дисковая по дереву ИЭ-5107 предназначена для распиловки древесины лиственных и хвойных пород влажностью 30…50 %, толщиной до 65 мм (рис. 2.1).
 Дисковая электропила состоит из следующих основных узлов и деталей: однофазного электродвигателя, одноступенчатого редуктора, защитного ограждения, основания с направляющими секторами, пильного диска, рукоятки с выключателем, ручки и токоведущего кабеля со штепсельной вилкой. До начала работы нужно осмотреть пильный диск, проверить отсутствие на нем трещин, а также правильность его посадки на шпиндель и крепления гайкой. После проверки работы электропилы вхолостую в течение одной минуты левой рукой берут переднюю рукоятку, а правой — заднюю и плавно опускают пилу на обрабатываемой материал, укрепленный на верстаке или столе. Пильный диск устанавливают по отношению к опорной плите на глубину пропила. Передвигать электропилу по материалу нужно ровно, без толчков и перекосов. При быстром движении пилы по материалу
Дисковая электропила состоит из следующих основных узлов и деталей: однофазного электродвигателя, одноступенчатого редуктора, защитного ограждения, основания с направляющими секторами, пильного диска, рукоятки с выключателем, ручки и токоведущего кабеля со штепсельной вилкой. До начала работы нужно осмотреть пильный диск, проверить отсутствие на нем трещин, а также правильность его посадки на шпиндель и крепления гайкой. После проверки работы электропилы вхолостую в течение одной минуты левой рукой берут переднюю рукоятку, а правой — заднюю и плавно опускают пилу на обрабатываемой материал, укрепленный на верстаке или столе. Пильный диск устанавливают по отношению к опорной плите на глубину пропила. Передвигать электропилу по материалу нужно ровно, без толчков и перекосов. При быстром движении пилы по материалу
могут произойти заклинивание пильного диска и перегрузка электродвигателя, что приведет к вы-ходу его из строя. При заедании пильного диска следует обрабатываемую заготовку или электропилу подать обратно и медленной подачей снова продолжить распиловку.
Качество пиления электропилами определяют по шероховатости полученных поверхностей. По окончании работы электропилу отключают от сети, очищают от опилок и укладывают в специальный ящик для хранения.
Электролобзики
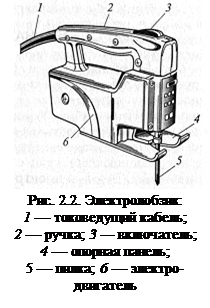
Ручные электролобзики применяют для распиливания заготовок по прямым и кривым линиям узкими пилками (рис. 2.2.). Электролобзиком можно распилить твердую клееную фанеру и древесину толщиной до 6 мм, мягкую клееную фанеру толщиной до 10 мм, мягкую древесину толщиной до 12 мм. Перед распиливанием материал предварительно размечают, нанося карандашом линию разметки. Наименьший радиус кривизны при пилении узкими пилками не менее 15 мм. Электролобзик применяется в производственных условиях, а также в домашних условиях любителями выпиливания по дереву.
Электрорубанки
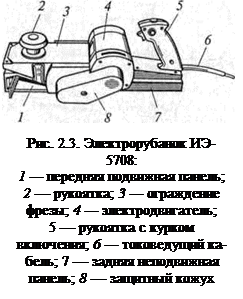 Электрорубанки (ИЭ-5701А, ИЭ-5708, ИЭ- 5707) предназначены для фрезерования (строгания) древесины вдоль волокон. Электрорубанок ИЭ-5708 (рис. 2.3) состоит из встроенного однофазного электродвигателя, ротор которого вращается в двух шарикоподшипниках. На конце вала ротора насажен ведущий шкив, приводящий во вращение клиноременную передачу. Вращение ножевого барабана (фрезы) с двумя плоскими ножами осуществляется посредством клиноременной передачи от вала ротора. На рубанке имеются передняя (подвижная) и задняя, отлитая вместе с корпусом (неподвижная), панели (лыжи). Переднюю лыжу поднимают и опускают специальным механизмом, регулируя этим глубину фрезерования (строгания). Электрорубанок можно использовать как полустационарный станок, закрепив на столе или верстаке панелями вверх и установив съемное ограждение, защищающее руки от попадания на барабан (фрезу) с ножами.
Электрорубанки (ИЭ-5701А, ИЭ-5708, ИЭ- 5707) предназначены для фрезерования (строгания) древесины вдоль волокон. Электрорубанок ИЭ-5708 (рис. 2.3) состоит из встроенного однофазного электродвигателя, ротор которого вращается в двух шарикоподшипниках. На конце вала ротора насажен ведущий шкив, приводящий во вращение клиноременную передачу. Вращение ножевого барабана (фрезы) с двумя плоскими ножами осуществляется посредством клиноременной передачи от вала ротора. На рубанке имеются передняя (подвижная) и задняя, отлитая вместе с корпусом (неподвижная), панели (лыжи). Переднюю лыжу поднимают и опускают специальным механизмом, регулируя этим глубину фрезерования (строгания). Электрорубанок можно использовать как полустационарный станок, закрепив на столе или верстаке панелями вверх и установив съемное ограждение, защищающее руки от попадания на барабан (фрезу) с ножами.
Перед работой электрорубанком проверяют правильность заточки и установки ножей. Лезвия ножей должны быть выпущены одинаково и находиться на одном уровне с задней панелью. До установки ножи следует тщательно заточить и отбалансировать так, чтобы ножевой вал (барабан) вращался без биения.
Работают электрорубанком следующим образом. Включают электродвигатель, для чего вставляют вилку в электросеть и нажимают на курок рубанка. Когда ножевой вал достигнет нужной частоты вращения, электрорубанок опускают на обрабатываемый материал, закрепленный на верстаке или столе. Электрорубанок нужно подавать вперед медленно, чтобы при соприкосновении с древесиной не произошло резкого толчка, равномерно, без больших усилий на рукоятку. При работе электрорубанок продвигают по материалу по прямой линии, без перекосов, следя за тем, чтобы под панели не попадали стружки. В перерывах электрорубанок выключают и ставят панелями (лыжами) вверх или кладут на бок.
Электросверлильные машины

Электросверлильная маши на ИЭ-1032 (рис. 2.4) имеет патрон, редуктор, электродвигатель, рукоятку, курок и электроподводящий кабель. Патрон со вставленным в него сверлом закрепляют на шпинделе, который получает вращение от электродвигателя через редуктор. Применяют в основном спиральные сверла. Такой сверлильной машиной можно высверливать отверстия диаметром до 9 мм при частоте вращения сверла 800 мин-1. Масса машины составляет 1,7 кг.
Перед началом работы проверяют исправность сверлильной
машины посредством внешнего осмотра. Определяют правильность
установки и надежность закрепления сверла в патроне. Затем на-
жимом на пусковой курок включают сверлильную машину и пос-
ле 1 мин ее работы вхолостую производят сверление отверстий по
разметке или шаблону. Нажимая рукой на рукоятку сверлильной
машины сверло постепенно углубляют в древесину без его перекоса и качания в стороны. Обрабатываемую заготовку древесины надежно закрепляют на верстаке или рабочем столе. Для ограничения глубины сверления устанавливают на сверле передвижную металлическую втулку или надевают на него деревянную втулку.
Электрошуруповерты
 Для завинчивания шурупов, винтов, болтов и гаек применяется электрошуруповерт ИЭ 3601Б (рис. 2.5), состоящий из встроенного электродвигателя, ударного механизма, редуктора, шпинделя и рукоятки. Вращение от электродвигателя передается шпинделю через двухступенчатый редуктор и кулачковую муфту, состоящую из двух полумуфт (ведущей и ведо-мой). В нерабочем состоянии обе полумуфты разъединены. При нажиме на электрошуруповерт кулачки полумуфт входят в зацепление и отвертка начинает вращаться вместе со шпинделем. Для
Для завинчивания шурупов, винтов, болтов и гаек применяется электрошуруповерт ИЭ 3601Б (рис. 2.5), состоящий из встроенного электродвигателя, ударного механизма, редуктора, шпинделя и рукоятки. Вращение от электродвигателя передается шпинделю через двухступенчатый редуктор и кулачковую муфту, состоящую из двух полумуфт (ведущей и ведо-мой). В нерабочем состоянии обе полумуфты разъединены. При нажиме на электрошуруповерт кулачки полумуфт входят в зацепление и отвертка начинает вращаться вместе со шпинделем. Для
удобства работы при завинчивании винтов и саморезов отверстие снабжено ловителем. Наибольший диаметр завинчиваемой резьбы 6 мм, частота вращения шпинделя 800 мин-1, масса инструмента (без кабеля) 2,3 кг.
Электрошлифовальные машины
 По сравнению с ручным шлифованием с помощью колодок процесс шлифования с использованием электрошлифовальных машин значительно ускоряется. Различают ручные электрошлифовальные машины со шлифовальным диском, прямоугольной площадкой или непрерывной шлифовальной лентой.
По сравнению с ручным шлифованием с помощью колодок процесс шлифования с использованием электрошлифовальных машин значительно ускоряется. Различают ручные электрошлифовальные машины со шлифовальным диском, прямоугольной площадкой или непрерывной шлифовальной лентой.
Электрошлифовальные машины со шлифовальным диском применяются для шлифования плоских поверхностей рамок, плит и кромок, расположенных под углом 45° к пласти.
Недостатком таких машин являются неодинаковая скорость шлифования (от нулевой в цен-тре до максимальной у кромки), а также дугообразный характер рисок, оставляемых абразивными зернами шлифовальной шкурки.
Этого недостатка не имеют шлифовальные машины с прямоугольной площадкой (рис. 2.6). При работе прямоугольная площадка совершает возвратно-поступательные, прямолинейные или вибрационные элепсоидные движения. Длина хода площадки 5… 10 мм, число ходов — до 5000 в минуту. Габаритные размеры площадки (50…85) х (100…200) мм. Электрошлифовальные машины с прямоугольной площадкой имеют корпус массой 2,5…6 кг для гашения вибрации при работе.
Кроме вышеуказанных моделей электрифицированных ручных машин отечественного производства на рынке России присутствует большое количество электрифицированных машин зарубежных фирм-производителей. Особенно большим спросом пользуются профессиональные инструменты германской фирмы BOSCH.
Безопасность труда при работе с электрифицированными ручными машинами
При работе с ручными электрофицированными машинами соблюдаются следующие правила безопасности:
при работе электропилой:
а) к работе допускают рабочих, хорошо изучивших ее устройство и приемы безопасной работы на ней;
б) до работы проверяют исправность электропилы, правильность установки и надежность закрепления пильного диска, а также исправность розетки электросети и электрокабеля;
в) если во время работы пила вибрирует, ее выключают и выясняют причину вибрации; плохая заточка пильного диска может привести не только к сильному нагреву пилы и неровному пропилу, но и стать причиной травмы; нельзя оставлять включенную пилу без присмотра, а тем более на полу;
г) после окончания работы электропилу отключают от электросети, очищают от опилок и пыли, при необходимости смазывают машинным маслом и убирают;
при работе электрорубанком:
а) рабочий должен хорошо знать устройство электрорубанка и приемы безопасной работы с ним;
б) до начала работы проверяют исправность рубанка, правильность заточки и установки ножей и опорных лыж;
в) работая электрорубанком, внимательно и осторожно включают его только во время фрезерования поверхности материала или заготовки; нельзя регулировать рубанок при включенном электродвигателе; следят за исправностью электрокабеля и не допускают резкого его перегиба;
г) по окончании работы электрорубанок выключают, а затем очищают его от стружки и укладывают для хранения в шкаф или ящик;
при работе сверлильной машиной, а также электрошуруповертами и шлифовальными ручными машинами соблюдают правила безопасности труда, как и при использовании других механизированных инструментов, согласно инструкциям, указанным в паспорте на данный вид инструмента.
Деревообрабатывающие станки
Характеристика станков
Деревообрабатывающий станок — это рабочая машина, на которой изготовляют детали и обрабатывают изделия из древесины и древесных материалов требуемых форм, размеров и точности обработки. Различают станки общего назначения и специализированные. В данном пособии будут рассмотрены базовые модели станков общего назначения, которые широко применяются при изготовлении столярно-мебельных изделий и конструкций.
По способу обработки древесины деревообрабатывающие станки подразделяются: на круглопильные; ленточнопильные; продольно-фрезерные (фуговальные, рейсмусовые и четырехсторонние); фрезерные; шипорезные; сверлильно-пазовальные; долбежные; шлифовальные; комбинированные.
Устройство станков зависит от их назначения. Однако при различном устройстве они имеют ряд конструктивных элементов одинакового назначения: станину, стол, привод, механизмы подачи и резания, органы управления, приборы контроля, защитные ограждения и другие элементы, что облегчает их изготовление, эксплуатацию и ремонт. Все элементы станков подразделяют на основные и вспомогательные.
Основные элементы станков (станина, механизмы резания, управления и подачи) обеспечивают обработку и подачу материалов или заготовок для обработки к режущему инструменту.
Механизмы резания (валы, шпиндели, патроны) служат для установки и крепления режущих инструментов (пил, ножевых головок, фрез, сверл и др.). Такие механизмы размещаются на суппортах, которые бывают подвижными и неподвижными.
Механизмами управления станками являются кнопки, рукоятки, маховички, педали и т.п. В станках с ЧПУ для ввода необходимых данных предусмотрен клавиатурный блок, а отображение информации о процессе и точности обработки производится с помощью цифрового устройства или дисплея.
Для правильной подачи материала или заготовки в станок применяют механизмы подачи: столы, направляющие линейки, угольники, упоры, прижимы и другие приспособления.
К вспомогательным элементам станков относятся устройства для заточки режущего инструмента, настройки, смазки, удаления отходов, защитные ограждения, предохранительные устройства и др. Все элементы крепятся на станине станка.
Важными вспомогательными элементами станков являются защитные ограждения и предохранительные устройства в виде колпаков, кожухов, крышек, щитков и т.п.
По характеру движения механизмов (рабочих органов) и обрабатываемых заготовок станки бывают позиционные и проходные. На позиционных станках заготовки обрабатывают при их установке на заданной позиции. На проходных станках обработку заготовок выполняют при их непрерывной подаче через станок с помощью подающих механизмов (вальцов, гусениц и др.), что повышает производительность станка и безопасность работы на нем.
Наладка станка заключается в установлении и закреплении, регулировании и согласовании взаимодействия всех его элементов. В наладку входят: установка режущих инструментов и режимов обработки, пробный пуск станка и контроль точности обработки деталей.
Размерная настройка станка состоит в обеспечении требуемой точности расположения режущего инструмента относительно установочных (базовых) элементов станка (стола, направляющей линейки, упора и т.п.) для получения деталей заданных форм и размеров.
Наладку станков выполняют слесари-наладчики, а настройку — квалифицированные рабочие-станочники по деревообработке.
Круглопильные станки
 Эти станки используют для поперечного или продольного раскроя пиломатериалов, фанеры и древесных плит на заготовки. Режущим инструментом таких станков являются стальные дисковые пилы.
Эти станки используют для поперечного или продольного раскроя пиломатериалов, фанеры и древесных плит на заготовки. Режущим инструментом таких станков являются стальные дисковые пилы.
На станках для поперечного распиливания (торцевания) досок и брусков на заготовки (отрезки) применяют торцовочные станки, например шарнирно-маятниковый станок ЦМЭ-ЗА и станок ЦПА-40 с прямолинейным перемещением пильного суппорта. На таких станках производят позиционную обработку, когда на неподвижный материал надвигается пильный диск.
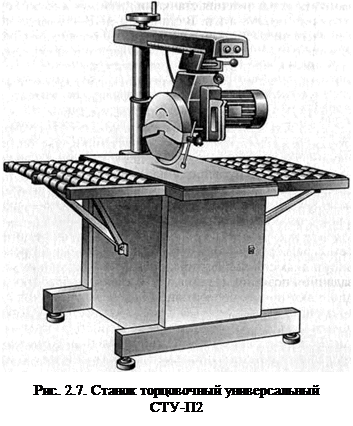
Вызывает интерес новый универсальный станок СТУ-П2, разработанный научно-производственным объединением «Промысел» (рис. 2.7) и предназначенный для распиливания древесины, фанеры, ДСП и других материалов. Этот станок позволяет производить не только поперечную, но и продольную распиловку заготовок, а также раскрой под различными углами. Кроме того, конструкция каретки данного станка позволяет наклонять диск пилы на угол 45° от вертикальной плоскости. Станок оснащен дисковыми пилами с пластинами из твердых сплавов диаметром 315 мм для продольной и поперечной распиловки, а также строгальными пилами.
§
Наибольшие размеры заготовки, мм:
ширина 320
толщина 105
Наибольший диаметр режущего инструмента, мм 315
Частота вращения режущего инструмента, мин-1 3600
Угол наклона пилы относительно стола, град 45 …90
Скорость резания, м/с 59,4
Мощность электродвигателя, кВт 3,0
Частота переменного трехфазного тока, Гц 50
Напряжение силовых цепей, В 380
Габаритные размеры, мм:
длина с опорами 1690
длина без опор 1000
ширина 1010
высота 1580
Масса станка, кг 320
Станки для поперечного распиливания оборудуют роликовым столом с направляющей линейкой и упором. Раскраивают доски и бруски по разметке или чаще всего по упорам. Они должны плотно прилегать к направляющей линейке. Сначала отпиливают концы досок или брусков, а затем их передвигают до упора и отпиливают отрезок заданной длины. Станок включают нажимом педали или кнопки, после чего пила автоматически производит поперечный распил. Иногда пильный суппорт перемещают вручную на материал.
Припуски на торцевание деталей должны соответствовать требованиям, указанным в табл. 2.1.
Таблица 2.1Припуски при торцевании деталей с двух сторон на круглопильных станках
| Номинальная ширина деталей, мм | Припуски на торцевание с двух сторон при длине деталей, мм | ||
| до 1500 | 1501 …3000 | 3001 …4500 | |
| До 150 | |||
| 151…300 |
Примечание. Приведенные припуски действительны для получения деталей из заготовок. При получении деталей из пиломатериалов, одинаковых по длине, табличные значения припусков увеличиваются на 20 мм.
…
 При работе на круглопильных станках для торцевания пила должна быть тщательно подготовлена, правильно установлена, надежно закреплена и защищена ограждением. Рабочему нельзя стоять вблизи пилы, против направления ее вращения, а чуть в стороне. Подавать пиломатериалы для раскроя нужно при нахождении пилы в ее исходном положении. Не следует допускать выхода пилы за передний край стола.
При работе на круглопильных станках для торцевания пила должна быть тщательно подготовлена, правильно установлена, надежно закреплена и защищена ограждением. Рабочему нельзя стоять вблизи пилы, против направления ее вращения, а чуть в стороне. Подавать пиломатериалы для раскроя нужно при нахождении пилы в ее исходном положении. Не следует допускать выхода пилы за передний край стола.
Для чистового торцевания заготовок используют двухпильные концеравнители Ц2К12-1, Ц2К20-1, Ц2К12Ф-1 и Ц2К20Ф-1. Обработку кромок щитов, рамок и коробок можно производить на двухпильном форматно-обрезном станке ЦФ-3.
Для раскроя на заготовки древесных плит и фанеры применяются круглопильные многопильные станки: ЦТЗФ-1 (трехпильный), ЦТ4Ф (четырехпильный) и ЦТМФ (одиннадцатипильный с программным управлением).
К станкам для продольного раскроя досок или их отрезков на требуемый размер по ширине заготовок относятся круглопильные станки ЦА-2А, ЦДК-3, ЦДК5-2, ЦМР-3 и др.
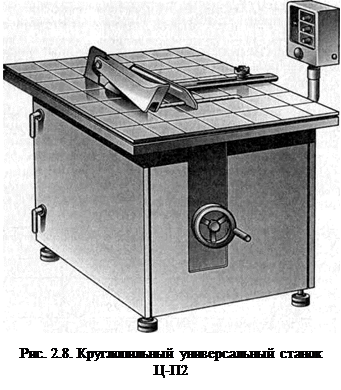
Круглопильный универсальный станок Ц-П2 (рис. 2.8) предназначен для продольной Черновой и чистовой распиловки древесины в условиях небольших производств и мастерских. Направляющую линейку на столе станка ставят параллельно диску пилы на расстоянии от него, равном ширине заготовок. Для предотвращения заедания пилы в пропиле за пильным диском устанавливается расклинивающий нож. На станке работают двое рабочих — один подает доски в станок, а другой принимает их и укладывает в стопу. При раскрое необрезных досок первый рез делают на глаз, а при последующих резах их опиленную кромку прижимают к направляющей линейке. Для снижения шума в станке применена внутренняя облицовка шумопоглощающими материалами и установлены специальные виброопоры. Положение пилы регулируется маховиком в пределах 0… 130 мм. Пиление можно начинать только после того, как пила начнет работать с постоянной частотой вращения.
Технические характеристики круглопильного универсального станка Ц-П2
Наибольшая толщина обрабатываемого материала, мм 130
Диаметр пилы, мм 400
Частота вращения пильного вала, мин-1 3000
Мощность электродвигателя, кВт 4,0
Габаритные размеры, мм:
длина 1000
ширина 800
высота 800
Масса станка, кг 350
Пильный диск станка в целях безопасности рабочего оснащен защитным устройством. Рабочий должен находиться сбоку от подаваемого в станок материала. Пила перед работой должна быть тщательно осмотрена и хорошо закреплена на пильном валу. Короткие детали менее 500 мм должны подаваться в станок специальным толкателем. Работа на круглопильных станках с ручной подачей менее производительна и более опасна, чем с механической подачей.
В настоящее время разработаны более совершенные модели круглопильных станков: ЦМЭ-ЗБ, ЦПА-40М, Ц6-2К, ЦРЛ и др., которые имеют большую производительность, удобнее при эксплуатации и имеют усовершенствованный дизайн.
Ленточнопильные станки
Эти станки, например ЛС40-2, ЛС80-6, предназначены для прямолинейного и криволинейного распиливания досок и плитно-листовых материалов. В станках применяют специальные ленточные пилы, которые надевают на два узких шкива диаметром 400 или 800 мм. Нижний шкив станка является ведущим; он приводится во вращение от электродвигателя. Выпускают станки как с ручной подачей, так и с автоподатчиком.
Продольно-фрезерные станки
На продольно-фрезерных станках заготовки обрабатывают методом продольного фрезерования (строгания) для создания базовых поверхностей и обработки в размер (по толщине и ширине) с двух или четырех боковых сторон. К таким станкам относятся: фуговальные, рейсмусовые и четырехсторонние.
На фуговальных станках обрабатывают заготовки в заданный размер по толщине и ширине, для которых необходимы две базовые поверхности (ими являются пласть и кромка заготовки), а также заготовки для создания у них базовых поверхностей. На предприятиях с индивидуальным производством и в учебных мастерских применяют фуговальные станки СФ4-1Б и СФ6-1А.
Фуговальные станки предназначены для прямолинейного одностороннего строгания заготовок древесины по плоскости и снятия фасок под углом 45°.
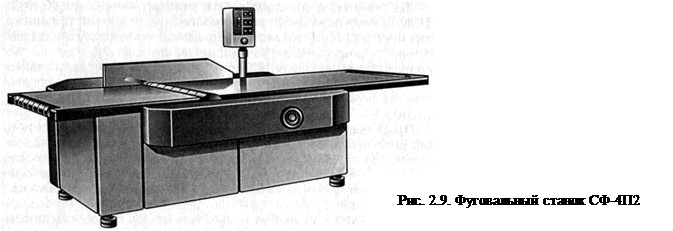 На рис. 2.9 изображен фуговальный станок СФ-4П2 для прямолинейного строгания досок шириной до 400 мм из древесины различных пород. Передвижной упор у данной модели может быть зафиксирован в любом положении в зависимости от ширины доски и позволяет обрабатывать кромки под углом 45… 90°.
На рис. 2.9 изображен фуговальный станок СФ-4П2 для прямолинейного строгания досок шириной до 400 мм из древесины различных пород. Передвижной упор у данной модели может быть зафиксирован в любом положении в зависимости от ширины доски и позволяет обрабатывать кромки под углом 45… 90°.
§
Диаметр высверливаемого отверстия, мм 3…50
Наибольшая глубина высверливаемого отверстия, мм 100
Длина фрезеруемого паза, мм:
в продольном направлении 200
в поперечном направлении 100
Диаметр растачиваемого отверстия, мм 100
Наибольшее расстояние от оси шпинделя до стола, мм 400
Поворот стола, град 90
Частота вращения шпинделя, мин-1 3000
Мощность электродвигателя, кВт 2,2
Масса станка, кг 450
На сверлильно-пазовальных станках для высверливания круглых отверстий используют в основном спиральные сверла, а для выборки гнезд — концевые фрезы. Рабочий подбирает и надежно закрепляет в патроне станка сверло или концевую фрезу, а затем укладывает заготовку на стол и закрепляет ее прижимом. Потом станочник производит сверление круглых отверстий по разметке, шаблону (кондуктору) или упору. При выборке гнезд сначала сверлом или концевой фрезой выбирают два круглых отверстия на концах будущего гнезда, а затем между этими отверстиями удаляют древесину методом пазового фрезерования при боковой подаче стола. Для повышения качества заготовок в них высверливают сучки и дефекты. Полученные отверстия заделываются деревянными пробками на клею на станках СВСА-2 или СВСА-3. В процессе работы следует периодически контролировать качество и точность обработанных отверстий. При появлении мшистости[5] следует сменить сверло.
…
При работе на сверлильно-пазовальных станках необходимо соблюдать следующие правила безопасности. На станках ограждают приводы, патрон и сверло. Обрабатываемый материал надежно закрепляют специальным приспособлением, исключающим повреждение рук. Патроны и сверла оснащают таким ограждением, которое при углублении сверла в древесину закрывает патрон и оставшуюся часть сверла, а при выходе сверла из отверстия ограждает полностью сверло и патрон. Исправлять, очищать, регулировать, ремонтировать и смазывать станок можно только после его полной остановки. Удалять стружку руками не допускается.
Долбежные станки
Для выборки гнезд и пазов прямоугольной формы применяются долбежные станки. В зависимости от применяемого режущего инструмента различают цепнодолбежные станки с фрезерной цепью (ДЦА-4 и др.) и долбежные с гнездовой фрезой — долбяком (ОК-104). На первых выбирают гнезда в деталях глубиной до 160 мм, длиной 40…350 мм и шириной 8… 16 мм, на вторых (с долбяком) — гнезда под петли в полотнах дверей и в брусках оконных блоков.
Шлифовальные станки
 Для получения ровных и гладких поверхностей деталей и изделий из древесины их шлифуют шлифовальными шкурками на ленточных цилиндровых или дисковых шлифовальных станках. Для шлифования применяют шлифовальную шкурку на бумажной или тканевой основе различной зернистости (от № 32 до № 8). Шероховатость поверхности зависит от породы шлифуемой древесины и ее исходной поверхности перед шлифованием, а также от зернистости применяемой шкурки. При шлифовании необходимо обеспечить требуемую шероховатость прошлифованных поверхностей, которая задается чертежами и техническими требованиями на детали и изделия.
Для получения ровных и гладких поверхностей деталей и изделий из древесины их шлифуют шлифовальными шкурками на ленточных цилиндровых или дисковых шлифовальных станках. Для шлифования применяют шлифовальную шкурку на бумажной или тканевой основе различной зернистости (от № 32 до № 8). Шероховатость поверхности зависит от породы шлифуемой древесины и ее исходной поверхности перед шлифованием, а также от зернистости применяемой шкурки. При шлифовании необходимо обеспечить требуемую шероховатость прошлифованных поверхностей, которая задается чертежами и техническими требованиями на детали и изделия.
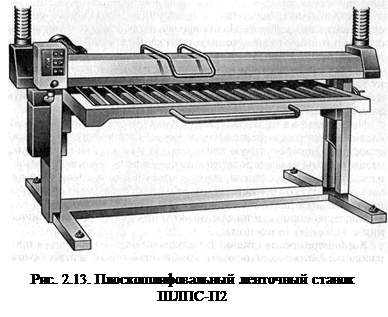
На рис. 2.13 изображен плоскошлифовальный узколенточный станок ШЛПС-П2, предназначенный для чистового и предварительного шлифования плоских поверхностей деталей различной формы. Конструкция станка обеспечивает эффективное удаление пыли из зоны обработки детали и низкий уровень шума. Станина станка выполнена в виде двух штанг, на которых расположен стол, перемещаемый вручную в поперечном направлении по направляющим. Над столом расположена шлифовальная лента, которая надевается на приводной и неприводной шкивы. Для натяжения ленты служит специальное винтовое устройство. Шлифование производят при поперечном движении стола и продольном перемещении утюжка, прижимающего шлифовальную ленту к уложенным на столе щитовым деталям.
Технические характеристики плоскошлифовального ленточного станка ШЛПС-П2
Размеры обрабатываемого материала, мм
наибольшая длина 2280
наибольшая ширина 850
толщина 3…500
Размеры шлифовальной ленты, мм:
ширина 160
длина по периметру 5625
Мощность электродвигателя, кВт 3,0
Скорость резания, м/с 25
Габаритные размеры станка, мм:
длина 3040
ширина 1070
высота 1300
Масса станка, кг 550
Узколенточные шлифовальные станки с ручной подачей обслуживает один рабочий. На шлифовальных станках с подвижным столом и ручным перемещением утюжка отдельные участки деталей шлифуют за несколько проходов.
Качественное выравнивание достигается давлением на рукоятку утюжка и скоростью перемещения стола станка. При приближении к кромкам давление следует снижать, чтобы не допустить их сошлифовывания.
При работе на шлифовальных станках необходимо соблюдать следующие правила безопасности труда. При работе на станках склеенную шлифовальную ленту следует надевать на шкивы так, чтобы клеевой шов располагался по ходу ленты. Нельзя использовать шлифовальные ленты, плохо склеенные или с надорванными краями. Работать нужно в перчатках и не касаться движущейся шлифовальной ленты.
Качество шлифования оценивают визуально путем сравнивания с эталоном (образцом).
Комбинированные станки
В мелком столярно-мебельном производстве можно использовать комбинированные деревообрабатывающие станки, на станине которых имеются общий привод и несколько шпинделей разного технологического назначения. Такие станки довольно разнообразны по конструкции и видам выполняемых на них операций обработки древесины.
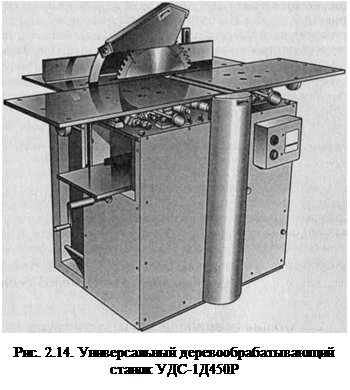
На рис. 2.14 изображен универсальный деревообрабатывающий станок УДС-1Д450Р фирмы АСВЕК (Санкт-Петербург), предназначенный для распиловки, фугования, рейсмусования и фрезерования древесины. При распиловке пиломатериалов глубина реза пилы составляет 0… 180 мм за один проход. При фуговании ширина обрабатываемой поверхности достигает 250 мм, а глубина — 0… 10 мм за один проход. Станок позволяет калибровать доски по толщине 15… 180 мм, по ширине до 245 мм, по длине 1000…6000 мм. Снимаемый слой за один проход составляет максимум 5 мм. Если на станке установить фасонные ножи или фрезы, можно изготовлять вагонку, наличники, плинтуса и другие профильные детали.
§
Размеры обрабатываемых заготовок, мм: ширина
при фуговании 250
при рейсмусовании 245
толщина
при пилении 180
при рейсмусовании 15… 180
Количество ножей на фуганке, шт 3
Максимальная толщина срезаемого слоя при фуговании, мм 10
Максимальный диаметр пилы, мм 450
Посадочный диаметр вала, мм 32
Число оборотов ножевого вала, мин-1 3000…5000
Мощность электродвигателя, кВт 3
Напряжение, В 380
Габаритные размеры станка, мм:
длина 1300
ширина 750
высота 1050
Масса станка, кг 300
Приемы работы и правила безопасности труда на этом станке такие же, как и на позиционных (отдельно стоящих) станках.
Общие правила безопасности труда при работе на деревообрабатывающих станках
Деревообрабатывающие станки являются опасными машинами, так как они используют электрический ток, имеют быстродействующие режущие инструменты, а также механизмы подачи и другие устройства. При работе на станке двух рабочих (основного и подсобного) травмирование может произойти по разным причинам: воздействие на рабочего режущих инструментов и других вращающихся механизмов станка; выброс из него обрабатываемых заготовок или частей режущих инструментов; поражение электрическим током; падение рабочего около станка из-за плохой организации рабочего места; воздействие на рабочего недопустимых вибраций и шума станка; плохая освещенность рабочего места и т. п.
…
Работать на станке можно только после изучения его устройства, принципа действия и приемов безопасной работы на нем. К работе на станках допускаются лица, достигшие 18-летнего возраста и имеющие допуск к работе на определенных видах станков. В качестве подсобного рабочего разрешается работать наиболее ответственным учащимся под руководством мастера производственного обучения или наставника (в производственных условиях).
Станок должен быть исправным, правильно налаженным и настроенным, а его режущий инструмент и другие движущиеся элементы должны быть надежно закреплены и иметь защитные
ограждения. Станки должны иметь автоматическую блокировку механизмов резания, быть заземлены и иметь надежную систему ограждений. Органы управления станком должны быть доступны и действовать безотказно. К станку должна быть присоединена эксгаустерная система для удаления отходов древесины — опилок, стружек, древесной пыли. Рабочему следует иметь спецодежду и индивидуальные средства защиты (комбинезон, очки, наушники и т.д.). Перед началом работы нужно привести в порядок рабочую одежду — застегнуть рукава, надеть головной убор и при необходимости защитные очки. На столе станка не должно быть посторонних предметов. После тщательной подготовки рабочего места необходимо включить станок и проверить его исправность при работе вхолостую.
При работе на станке нужно быть внимательным и осторожным, строго соблюдать установленную последовательность выполнения рабочих приемов, не оглядываться по сторонам и не отвлекаться на разговоры с другими рабочими.
Руки рабочего не должны находиться вблизи режущего инструмента. Не следует подавать в станок материалы и заготовки, размеры которых меньше или больше допустимых для обработки на данном станке. Нельзя досылать заготовки в станок руками или металлическими предметами. Недопустимо перегружать станок, что можно определить по повышенному шуму и вибрации, а иногда и по остановке станка.
При обработке заготовок малых размеров следует применять различные прижимы и толкатели. Нельзя очищать и смазывать станок во время его работы. Не следует тормозить режущие инструменты случайными предметами. При работе на станках с повышенным уровнем шума нужно обязательно надевать специальные наушники. На рабочем месте должны быть все необходимые оборудование, инструменты, приспособления, расположенные в определенном порядке. Проходы около станка должны быть свободными. Нельзя оставлять станок включенным без присмотра. При отключении станка не следует отходить от него до его полной остановки.
Контрольные вопросы
1. Какие вы знаете ручные электрифицированные инструменты для обработки древесины?
2. Какие приемы пиления древесины дисковой электропилой вы знаете?
3. Как выполняют строгание (фрезерование) древесины ручным электрорубанком?
4. Как выполняют сверление древесины ручными электрифицированными машинами?
5. Для каких целей используется в работе столяра-мебельщика электролобзик?
6. Что вы знаете о электрошуруповертах, их устройстве и применении в столярно-мебельном производстве?
7. Какие из электрошлифовальных машин более эффективны и производительны в работе?
8. Каковы основные правила безопасности труда при работе с ручными электроинструментами?
9. Что вы знаете о назначении и принципе работы торцовочного универсального станка СТУ-П2?
10. Для каких целей используется деревообрабатывающий круглопильный станок Ц-П2?
11. Что вы знаете о фуговальном станке СФ-4П2?
12. Каковы приемы работы на рейсмусовом станке СР4-П2?
13. Для каких целей используют деревообрабатывающие фрезерные станки?
14. Какие виды работ выполняют на сверлильных станках и как они классифицируются?
15. В чем основное отличие комбинированных станков (например, станка УДС-1Д450Р) от обычных?
16. Какие вы знаете шлифовальные станки и виды шкурок, применяемых на них?
17. Какие основные правила безопасности при работе на основных деревообрабатывающих станках вы знаете?
Глава 3 СТОЛЯРНЫЕ СОЕДИНЕНИЯ
При изготовлении столярно-мебельных изделий используют самые разнообразные соединения.
Все столярные соединения подразделяются на угловые (концевые, серединные, ящичные), по длине и по кромке (по ширине), клеевые, шурупами, шпильками и скобами.
Угловые шиповые соединения
Широкое применение находят угловые шиповые соединения (рис. 3.1), когда на конце одной детали делают шип, а на другой, присоединяемой к ней, — проушину или гнездо. Гнездом называют отверстие в заготовке, в которое входит шип. Гнездо, находящееся на торце заготовки и открытое с двух сторон, называется проушиной. Соединяя такие детали под углом 90°, получают рамки, коробки, ящики и другие части мебельных изделий. Чаще всего используют цельные шипы, которые составляют одно целое с деталью, а также шипы вставные плоские или круглые, трапециевидные или зубчатые. При качественном склеивании плоских вставных шипов прочность соединения снижается незначительно.
Угловые шиповые соединения подразделяются на концевые, серединные и ящичные.
Угловые концевые соединения показаны на рис. 3.2. Большую прочность имеют соединения на шип открытый сквозной одинарный прямой. Оптимальная толщина одинарного шипа 0,4 толщины соединяемых деталей.
Еще прочнее соединения на двойной или тройной открытый
сквозной шип благодаря большей площади склеивания. Толщина
вставного двойного шипа составляет 0,2, а тройного — 0,14 тол-
щины бруска.
Соединения на шип с полупотемком[6] несквозной или сквозной применяют в случаях, когда необходимо предохранить соединения от деформации брусков при сборке. Соединения на несквозной шип предусматривают в мебельных конструкциях, где желательно скрыть торец шипа (табуретах, банкетках, столах). Ширина шипов принимается равной 0,6…0,7 ширины бруска, длина несквозных шипов — 0,5…0,8 ширины бруска, длина полупотемка — 0,3…0,5 длины шипа.
Соединения на шканты (круглые шипы) несквозные и сквозные под прямым углом, а также на шканты несквозные на «ус»[7] уступают по прочности соединениям на прямой открытый шип примерно на 35 %. Диаметр шканта принимают равным 0,4 толщины бруска, длину шканта — 2,5…6 диаметрам. Расстояние между шкантами, а также расстояние от края бруска до шканта должно быть не менее 2…3d, где d — диаметр шканта. Соединения на «ус» вставным плоским шипом несквозным позволяют скрыть торцы соединяемых деталей. Для увеличения их прочности применяют соединения на двойные вставные шипы.
Угловые серединные соединения (рис. 3.3) используют для увеличения прочности столярно-мебельных конструкций. Угловое серединное соединение на шип одинарный сквозной и несквозной размечают на кромке бруска по всей его длине.
Угловое серединное соединение может быть выполнено одинарным или двойным шипом. Длина шипов при соединении в проушину 0,3…0,8 ширины бруска с проушиной. Длина шипов при соединении в паз — 0,2…0,3 ширины бруска с пазом.
Угловое серединное соединение брусков на шип «ласточкин хвост» может быть несквозным, проходящим на половину толщины бруска, и сквозным. Длина шипа составляет 0,3…0,5 ширины присоединяемого бруска, угол наклона шипа — 10°. Угловое соединение в паз и гребень несквозной обеспечивает правильное расположение деталей при сборке столярных изделий. Длина гребня должна быть 0,3…0,5 толщины бруска. Соединение рекомендуется располагать от торца бруска с пазом н а расстоянии не менее 10 мм.
Угловые ящичные соединени (рис. 3.4) на шип прямой открытый, на шип «ласточкин хвост»
открытый и полупотайной имеют высокую прочность. Толщина прямых открытых шипов 6… 16 мм. Толщина шипов «ласточкин хвост» в широкой части составляет 0,85 толщины бруска, угол наклона шипа — 10°. Шипы должны располагаться от кромки бруска на расстоянии не менее 0,75 его толщины.
Угловые ящичные соединения на шкант открытый и несквозной имеют небольшую площадь склеивания, поэтому такие соединения следует применять в тех случаях, когда основные нагрузки на шканты работают не на растяжение, а на срез. Диаметр шкантов 8 и 10 мм, длина 30…40 мм.
 Шканты изготовляют из цилиндрических заготовок твердых лиственных пород. Чтобы клей при установке шканта не сходил с его поверхности, шкант делают рифленым, а на торцах по окружности снимают фаски. Для рифления поверхности шканта применяют специальный калибр, через который ударом молотка прогоняют круглые заготовки определенного диаметра (рис. 3.5).
Шканты изготовляют из цилиндрических заготовок твердых лиственных пород. Чтобы клей при установке шканта не сходил с его поверхности, шкант делают рифленым, а на торцах по окружности снимают фаски. Для рифления поверхности шканта применяют специальный калибр, через который ударом молотка прогоняют круглые заготовки определенного диаметра (рис. 3.5).
В соединениях на несквозной шип этот шип должен не доходить до дна гнезда или проушины на 2 … 3 мм. В настоящее время вместо шкантов при изготовлении ящиков используют шурупы – саморезы.
§
В столярном деле особенно хорошо зарекомендовали себя столярный клей и поливинилацетатная дисперсия, называемая клеем ПВА.
Наилучшим для столярных работ считают столярный клей (мездровый и костный), поступающий в продажу в виде плиток, стружки и гранул. При нагревании, например, горячим утюгом или разогретым притирочным молотком, становится жидким. Это его свойство используется, например, при наклеивании облицовочного шпона.
Клей ПВА очень удобен для чистых столярных работ, выполняемых в больших объемах в учебных мастерских, или ремонтных работ в домашних условиях. ПВА не следует применять для облицовочных работ, так как на процесс склеивания (полимеризацию) могут оказывать негативное влияние кислотные красители и протравы, применяемые для крашения шпона.
Клей К-17 также имеет большое распространение, особенно при сборке сложных столярных изделий — оконных и дверных блоков, столярных перегородок и т.п.
Клей ВИАМ Б-3 — холодного отвердения. Его целесообразно применять при вставке инкрустаций из недеревянных материалов, для склеивания древесины с этими материалами, в отдельных специальных деталях.
Клеи-расплавы — это термопластичные клеи, которые при повышенной температуре становятся текучими, а при комнатной — твердыми. Их применяют для облицовывания кромок мебельных щитов на специальных станках. Эти клеи наносят на склеиваемые поверхности в горячем состоянии при температуре 170… 190°. Клеи отвердевают, остывая до комнатной температуры.
…
При склеивании шиповых соединений применяют клеи синтетические горячего и холодного отвердения, приготовленные на основе смол М-70, КФ-Ж(М), М-60, МФ-17, и поливинилацетатную дисперсию (ПВАД).
Способы нанесения клея
Для нанесения клеев вручную наиболее удобны лубяные кисти, а также кисти из щетины (в зависимости от используемого клея).
При промазывании клеем узел последовательно аккуратно разнимают и тщательно наносят клей со всех сторон на щечки шипа и проушины. Торцы не промазывают клеем, так как они плохо приклеиваются. Особенно внимательно нужно промазывать глухие соединения. Для промазывания узких граней шипа и гнезда используется тонкая кисть из щетины.
 Клей целесообразно наносить равномерно на обе склеиваемые поверхности. Одностороннее нанесение не обеспечивает равномерного смачивания клеем обеих поверхностей, и поэтому в склеенной древесине возникают неравномерные напряжения, снижающие прочность склеивания. Обильное нанесение клея излишне увлажняет древесину по шву, увеличивает расход клея и времени на удаление излишнего клея при прессовании.
Клей целесообразно наносить равномерно на обе склеиваемые поверхности. Одностороннее нанесение не обеспечивает равномерного смачивания клеем обеих поверхностей, и поэтому в склеенной древесине возникают неравномерные напряжения, снижающие прочность склеивания. Обильное нанесение клея излишне увлажняет древесину по шву, увеличивает расход клея и времени на удаление излишнего клея при прессовании.
На шиповые соединения клеи наносят кистями, щетками, клеенаносящими дисками на обе сопрягаемые поверхности. На прочность соединений влияет толщина клеевого шва. Наиболее прочное склеивание получают при толщине шва 0,08…0,15 мм.
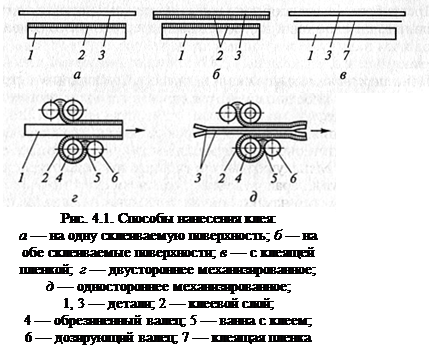
Механизированным способом клей наносят на приводных клеенамазывающих станках с дозирующими вальцами. Равномерность его нанесения обеспечивается обрезиненными вальцами. При склеивании листовых материалов с плитными клей обычно наносят на плиту. На рис. 4.1 показаны способы нанесения клея.
При использовании клеящей пленки ее помещают между двумя склеиваемыми поверхностями. Расход клея зависит от его вида, склеиваемого материала и технологии последующей обработки.
Способы склеивания
Склеивание ведется двумя способами: впритирку и прессованием.
При склеивании впритирку смазанные клеем детали с небольшим прижимом притираются друг к другу кромками и, после того как клей начнет оказывать заметное сопротивление, подгоняются на место и остаются без дополнительного сжатия. Так склеивают тонкие щитовые детали. Для склеивания щитков впритирку наиболее удобен клей ПВА.
При работе со столярным клеем не следует слишком сильно сдавливать клеевой шов: это может вызвать «голодную» склейку и выход клея наружу. Наилучшим считается клеевой шов толщиной 0,15 мм.
При прессовании (выдержка под прессом) смазанные деревянные поверхности сжимаются струбцинами[11], ваймами[12], цулагами и в прессах.
В условиях учебной мастерской заготовки склеивают в винтовых и клиновых приспособлениях — столярных струбцинах (рис. 4.2). Большую роль при склеивании играют прокладки, которые служат для распределения усилий и оберегают поверхность от смятия струбцинами. Форма прокладки должна соответствовать смежной поверхности и правильно распределять усилия без сдвига и скольжения.
Главное правило при установке струбцин — сохранить перпендикулярное направление силы давления к склеиваемой поверхности.
Для предотвращения приклеивания деталей к рабочему основанию используют либо металлические листы (дюраль, жесть), к которым клей не пристает, либо бумагу, счищаемую затем циклей. Излишки клея следует удалять.
Склеивание криволинейных деталей требует специальных прокладок — цулаг, примыкающая сторона которых вырезана по форме детали. Иногда, чтобы исключить сдвиг деталей, к основанию цулаг приклеивают резиновым клеем № 88 плотную губчатую резину. Можно применять и сыпучие цулаги (мешочки с песком).
Склеиваемые поверхности деталей, перед тем как подвергнуть прессованию, нужно выдержать определенное время с нанесенным клеем. Этот период времени называется выдержкой, которая бывает открытой (без давления) и закрытой (под давлением). Во время открытой выдержки древесина пропитывается клеем и происходит быстрое испарение влаги из раствора. Благодаря этому древесина меньше увлажняется и одновременно возрастает концентрация клеевого раствора. Закрытая выдержка способствует лучшему пропитыванию древесины клеем и отдаляет начало его затвердевания.
Важным условием хорошего качества склейки является правильное прессование. Детали, склеиваемые столярным клеем, следует держать под прессом сутки, а склеиваемые клеем ПВА холодного отвердения — не менее 2 ч. После этого склеенные детали выдерживают еще двое суток, прежде чем отправить их на дальнейшую обработку. После склеивания клеем-расплавом выдержки после прессования не требуется. Облицованные щиты после удаления из пресса выдерживают в пачке еще не менее трех суток, что способствует распределению влаги в древесине и созданию равномерности внутренних напряжений.
Прессование должно производиться по возможности ближе к моменту затвердевания, но ни в коем случае не в самый момент затвердевания или после.
В холодных помещениях и при густом клее прессовать нужно немедленно, а если требуется продлить выдержку, то следует подогреть древесину. При жидком клеевом растворе и высокой температуре клея и помещения необходимо продлить выдержку, так как поспешное прессование приведет к излишнему выдавливанию клея, а прочность склеивания уменьшится.
Продолжительность прессования зависит от вида и качества клея и условий склеивания. Для шиповых соединений продолжительность прессования должна быть не менее 2 ч, для приклеивания к древесине пластиков карбамидными клеями — 10… 12 мин.
После выдержки под прессом детали выдерживают до начала их обработки около двух или трех суток. За этот период детали принимают определенную форму, вся влага в клеевом шве испаряется и клей затвердевает. При склеивании прессованием клей не должен выступать за края соединения, так как это сильно усложнит в дальнейшем отделку — морение и лакирование изделия.
§
На малых предприятиях склеивание брусков пластями и кромками в блоки и приклеивание раскладок на кромки щитовых элементов производят как холодным, так и горячим способом.
На мебельных фабриках применяют способ горячего склеивания как более производительный и эффективный.
Для склеивания заготовок и деталей из массива древесины используют следующее оборудование: клеевые вальцы — для нанесения клея; кондуктивный нагреватель (паровой, электрический); ваймы (зажимные устройства) с кондуктивным нагревом; конвейерный пресс (для склеивания с применением тепла); установку с генератором для склеивания с применением ТВЧ; хомуты и различные струбцины.
Для получения прочных неразъемных соединений шиповые соединения склеивают под давлением, которое достигается на поверхности склеивания не прессованием, а благодаря упругой деформации древесины и проушины.
Склеивание с нагревом производят на установках, оборудованных генератором ТВЧ. Температура отвердения клеевого шва должна быть не ниже 120… 130°С. Генератор настраивают таким образом, чтобы продолжительность выдержки в поле ТВЧ составляла 30…40 с.
Для склеивания шиповых соединений без нагрева применяют ваймы, продолжительность выдержки в которых, например прямых сквозных открытых шипов, составляет 1,5… 3 ч.
Выдержка в стопе после освобождения из зажимных устройств или после обжима в вайме при холодном способе склеивания составляет не менее 4 ч, а при горячем — 2 ч.
…
Склеивание с применением ПВАД имеет свои особенности: расход клея составляет 400 г/м2, выдержка между нанесением клея и прессованием — 4 мин, прессование — 2 мин, выдержка после прессования — не менее 2 ч. С течением времени прочность клеевого шва практически не снижается.
Собранный узел должен быть склеен без перекосов, вмятин и следов клея. Все детали должны подлежать визуальной проверке.
Особенность процесса склеивания листовых и плитных материалов — это наличие больших площадей склеивания и необходимость применения прессов соответствующих размеров. Клей наносят на одну или обе склеиваемые поверхности вручную или механизированным способом. Ручной способ малопроизводителен, поэтому его применяют при небольших объемах работ.
Режим склеивания древесины
Режим склеивания древесины зависит от температуры и влажности воздуха в цехе, качества склеиваемых деталей, вида клея и способов его нанесения, температуры нагревателей, величины давления при прессовании, продолжительности выдержки до и после прессования, применяемого оборудования и норм контроля за процессом склеивания. Режимы склеивания разнородных материалов с древесиной приведены в табл. 4.1.
Таблица 4.1 Режимы склеивания разнородных материалов с древесиной
| Материалы, склеиваемые с древесиной | Клей | Продол-житель-ность открытой выдержки, мин | Давление, Мпа | Темпера-тура, 0С | Продол-житель-ность закрытой выдержки | Продолжи-тельность выдержки после прессова-ния |
| Ткани пенопласты | Карбамидный холодного отверждения | до 30 | 5…10 | 18…20 | 4…5 ч | 2 сут. |
| Пластики | Карбамидный, модифицированный горячего отверждения | 15…25 | 3…10 | 60…115 | 10…12 мин | 3 сут. |
| То же | То же, холодного отверждения | 15…25 | 3…10 | 18…20 | 2 ч | 2 сут. |
| То же | ПВА | до 20 | 10…12 | 18…20 | 30…40 мин | 1 ч |
| Поливинил-хлоридные профили | Латексный НТ | 20 (1-й слой) 15 (2-й слой) | 0,2…2 | 18…20 | 5…10 мин | 5 сут. |
| Ткани пенопласты | ВИАМ Б-3 холодного отверждения | 5…10 | 3…5 | 18…20 | 4…5 ч | 2 сут. |
| Пластмассы металлы пенопласты | Эпоксидный холодного отверждения | — | 0,2…2 | 4 ч | 6 ч |
Температура воздуха в помещении при склеивании должна быть не менее 18°С, а относительная влажность — не выше 65 %.
Склеиваемые заготовки обрабатывают в соответствии с чертежами и технологическими требованиями. Шероховатость поверхностей, образующих внутренний шов, должна быть не ниже 200 мкм, а наружного шва — не менее 60 мкм. Влажность деталей для мебели должна быть в пределах (8 ± 2) %. Шиповые соединения деталей должны быть обработаны с соблюдением допусков и посадок на шиповые соединения.
Выбор клеев для проведения какого-либо режима склеивания всегда имеет ограничения. Выбирают обычно тот клей, который наиболее удовлетворяет требованиям производства.
Контрольные операции, предусмотренные режимами склеивания, разнообразны. Контролируют такие параметры, как температура и влажность воздуха в цехе, вязкость клея, расход клея, время выдержек, температура нагревателей, давление, прочность склеивания и т.д.
Полезные советы столяру
• При склеивании двух деревянных деталей клеевое соединение будет более прочным, если как наполнитель для клея использовать вату. В этом случае клеем промазывают соединяемые поверхности. Кладут на одну из них тонкий слой ваты так, чтобы он пропитался клеем, и зажимают склеиваемые поверхности. После высыхания клея вату, которая выступает по краям, обрезают.
• При склеивании плотных пород древесины (дуб, бук, клен, граб, ясень и т. п.) клей используют более жидкий, чем при склеивании пород менее плотных (береза, липа, осина, ель, сосна).
• Чтобы столярный клей не заплесневел при долгом стоянии, добавьте в него немного борной кислоты.
• Чтобы столярный клей сделать водостойким, следует при его варке добавить льняное масло или натуральную олифу (5… 10% массы сухого клея).
• Если необходима особая прочность для склеивания деревянных изделий, используют казеиново-цементный клей, состав которого (в частях по массе): казеин (порошок) — 100, портландцемент (марка 400) — 75, вода (при температуре (10…20°С) — 220… 250.
• Если в столярный клей добавить хорошо просеянную древесную золу и размешать до однородной густой массы, то получится состав, хорошо склеивающий древесину с металлом, стеклом и камнем.
• Для определения пригодности столярного клея (костного или мездрового) несколько его кусочков опускают на сутки в холодную воду. Если за это время клей не растворится, а лишь разбухнет и приобретет вид с белесым оттенком, то он пригоден для работы. Клей плохого качества за сутки растворится в воде лишь частично, а в середине каждого куска останется твердое неразбухшее зерно; цвет его будет бурый.
• Из мелких обрезков линолеума можно приготовить универсальный клей без основы. Для этого насыпьте их в банку, залейте ацетоном и плотно закройте крышкой. Через 12… 15 ч клей готов. Хорошо склеивает древесину, металл, керамику, ткань.
• Для проверки качества дисперсии ПВА небольшое ее количество наносят на чистое стекло и выдерживают при комнатной температуре 2… 3 ч до высыхания. У пластифицированной дисперсии образуется прозрачная эластичная пленка, у непластифицированной — пленка снимается с трудом, ломается и крошится.
• При отсутствии клеевой ленты ее можно приготовить самому. Для этого лист белой бумаги с одной стороны намажьте тонким слоем столярного клея. После высыхания разрежьте его на полоски нужной ширины. Чтобы клеевая лента долгое время сохраняла свои качества, ее следует хранить в целлофановом пакете.
Контрольные вопросы
1. Какие технологические операции процесса склеивания древесных материалов вы знаете?
2. Какие необходимо соблюдать правила по подбору заготовок при склеивании щитов?
3. Назовите виды струбцин и приспособлений для склеивания древесины.
4. Какие инструменты и механизмы применяются для нанесения клея на поверхности?
5. Какие клеи наиболее применяемы при изготовлении столярно-мебельных изделий?
6. Какую роль выполняют прокладки при склеивании?
7. Как склеивают шиповые соединения и детали из массива древесины?
8. Что вы знаете о склеивании листовых и плитных материалов?
9. Какие требования предъявляются к режиму склеивания древесных материалов?
10. Каковы способы склеивания древесины. Каким образом можно ускорить данный процесс?
11. Для каких целей производится выдержка деталей до прессования и после их распрессовки?
12. Какие контрольные операции осуществляют в процессе склеивания деталей и узлов столярно-мебельных изделий?
§
Гнутье является одним из способов (наряду с выпиливанием) изготовления криволинейных деталей из цельной древесины.
При изготовлении криволинейных деталей методом гнутья требуется сложное технологическое оборудование. При гнутье полностью сохраняется прочность деталей, а последующая обработка гнутых деталей ничем не отличается от режимов обработки прямолинейных деталей.
Технологический процесс гнутья древесины состоит из следующих операций: раскрой на заготовки, гидротермическая подготовка заготовок, гнутье, сушка и механическая обработка гнутых заготовок.
Раскрой на заготовки материала для гнутья на индустриальных предприятиях производят методом выкраивания на круглопильных станках.
К качеству древесины заготовок для обычных методов гнутья предъявляются повышенные требования: не допускать в заготовках дефектов, вырезать заготовки только из здоровой древесины, косослой не должен превышать 5… 10°, не допускаются сучки, в том числе и здоровые. При гнутье с одновременным прессованием сучки допускаются в довольно больших количествах, что резко увеличивает выход заготовок. Хорошо подвергается гнутью древесина из лиственных (бука, дуба, березы, клена), а также из хвойных (ели, сосны, лиственницы) деревьев.
Гидротермическая подготовка заготовок перед гнутьем необходима для того, чтобы повысить пластичность древесины, которая при производственной влажности является незначительной (6… 10 %). Пластичность значительно повышается при нагреве древесины во влажном состоянии. Опыт показывает, что наилучшие результаты получаются при гнутье древесины влажностью 25… 30 %, т. е. близкой к точке насыщения древесного волокна.
…
Гидротермическая подготовка перед гнутьем чаще всего заключается в пропаривании или проваривании древесины в горячей воде.
Пропаривание древесины в пропарочных котлах насыщенным паром получило значительно большее применение, чем проварка. Для пропаривания чаще всего пользуются насыщенным паром невысокого давления, около 0,02…0,05 МПа, что соответствует температуре пара 102… 105 °С.
Бруски перед гнутьем можно пропаривать или проваривать в течение нескольких минут с помощью электрического тока высокой частоты.
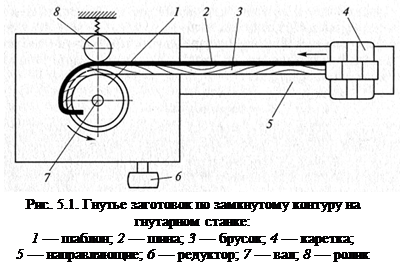 Для повышения пластичности древесину пропитывают растворами аммиака, дубильных веществ, фенолов и альдегидами.
Для повышения пластичности древесину пропитывают растворами аммиака, дубильных веществ, фенолов и альдегидами.
Для гнутья древесины (массивных брусков) используются гну- тарные станки, которые подразделяются на станки для гнутья на неполную окружность и станки для гнутья на полную окружность.
В станках для гнутья на замкнутый контур бруски изгибают вокруг съемного вращающегося шаблона (рис. 5.1). Съемный шаблон 1 с прикрепленной к нему шиной 2 надевают на вертикальный вал 7, приводимый в движение от электродвигателя через редуктор 6. Конец шины крепят к каретке 4, скользящей по направляющим 5. После закрепления бруска 3 в шине включают электродвигатель, который, поворачивая вал 7 с надетым шаблоном, как бы навивает на шаблон брусок с шиной. В месте изгиба поставлен ролик 8, плотно прижимающий брусок к шаблону. По окончании гнутья задний конец шины прикрепляют к шаблону с помощью скобы, шаблон с бруском и шиной снимают со станка и отправляют в сушилку, а на станок надевают новый шаблон.
Во всех случаях гнутья необходимо, чтобы вынутые из пропарочного котла бруски подвергались гнутью немедленно, так как задержка в гнутье недопустима.
Гнутье фанеры часто осуществляют в шаблонах, состоящих из двух частей, т. е. из матрицы и пуансона, между которыми закладывают и выгибают фанеру. Для вдавливания пуансоном фанеры в матрицу можно пользоваться винтовыми, пневматическими и гидравлическими прессами.
Для сушки изогнутых заготовок (вместе с шаблонами и охватывающими их шинами) используются сушильные камеры. Конечная влажность гнутых заготовок должна соответствовать производственной влажности, принятой на данном предприятии. Применяемые режимы сушки мало чем отличаются от режимов сушки пиленых заготовок из тех же пород древесины.
Высушенные до влажности (6…8%), стабилизирующей форму, заготовки поступают в остывочное отделение, где их охлаждают в течение нескольких часов, затем освобождают от шин и шаблонов и направляют на механическую обработку.
Механическая обработка гнутых заготовок, т.е. придание им окончательных размеров и требуемых поверхностей, принципиально не отличается от обработки прямолинейных заготовок.
Для получения гнутоклееных заготовок с использованием струбцин делают шаблон из ДСП определенного радиуса закругления, на него укладывают планки на клею и зажимают струбцинами до полного отвердения клея.
В дальнейшем заготовки обрабатывают на фрезерных, токарных и шлифовальных станках.
На рабочих местах по гнутью древесины необходимо соблюдать общие правила безопасности труда, как и при работе на деревообрабатывающих станках.
Контрольные вопросы
1. Какими способами можно получить криволинейные детали?
2. Из каких операций состоит технологический процесс гнутья?
3. Какие требования предъявляют к качеству заготовок для гнутья?
4. Для каких целей производится гидротермическая подготовка заготовок перед гнутьем?
5. Каковы виды оборудования для гнутья древесины?
6. Как производится гнутье заготовок в станках для гнутья на замкнутый контур?
7. Чем заканчивается процесс гнутья заготовок?
8. Что вы знаете о процессе гнутья фанеры?
9. Где применяются гнутые и гнутоклееные детали?
§
Облицовывание основано на наклеивании различных листовых материалов на заготовку, которую принимают за основу. Основой могут служить щиты, листовые, брусковые и рамочные детали, а в качестве облицовок используют натуральный и синтетический шпон, полимерные пленки, пластики и другие листовые материалы.
Следует отметить, что из перечисленных материалов наиболее сложным по технологии облицовывания является натуральный шпон, подготовка которого для облицовывания и будет подробно рассмотрена.
Облицовка облагораживает поверхность древесины, придает ей красивый внешний вид и повышает прочность деталей. Процесс облицовывания состоит из следующих основных операций: подготовки основы, подготовки натурального шпона и наклеивания облицовки на основу (облицовывание).
Подготовка основы под облицовку
Основа под облицовку должна быть ровной, тщательно подготовленной и не иметь засмолов, сучков, вмятин и жировых пятен на своей поверхности. Подготовка плит заключается в их шлифовании и цинублении (создании шероховатости путем разрыхления поверхностного слоя). Если на поверхности плит есть дефекты, то их заделывают шпатлевкой в один или два слоя с последующим шлифованием и цинублением.
Детали из массива древесины подготовляются к облицовке путем высверливания сучков и дефектных мест — гнилей, засмолов, вмятин, вырывов волокон и заколов. Сучки высверливают и заделывают пробками на клею, смолу и гниль удаляют, а поверхность тщательно прошлифовывают вручную или на станках.
…
На подготовленной поверхности не допускаются царапины, вырывы волокон, забоины, следы от режущих инструментов и сквозная прошлифовка шпона.
Подготовка натурального шпона
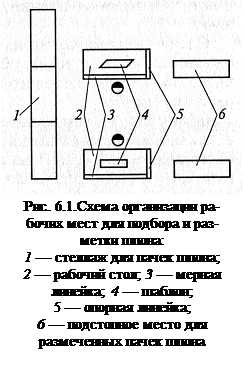 Подготовка заготовок из натурального шпона включает в себя подбор и разметку, раскрой и фугование кромок шпона. При облицовке используют как строганый, так и лущеный шпон. Лущеный шпон в основном идет на изготовление внутренних облицовок мебели.
Подготовка заготовок из натурального шпона включает в себя подбор и разметку, раскрой и фугование кромок шпона. При облицовке используют как строганый, так и лущеный шпон. Лущеный шпон в основном идет на изготовление внутренних облицовок мебели.
На рис. 6.1. изображена схема организации рабочих мест для подбора и разметки шпона. Для работы подбирают пачки шпона по породе древесины, размерам, качеству и текстуре листов, которые размечают на рабочих столах 2, имеющих мерную линейку 3, разного вида шаблоны 4, опорную линейку 5. Размеченные пачки укладывают на подстопное место 6. Разметку ведут карандашами или цветным мелом.
Подобранные пачки шпона раскраивают по намеченным линиям сначала поперек, а затем вдоль направления волокон, с припуском 10…15 мм на круглопильных, ленточнопильных станках и гильотинных ножницах. Самый лучший и чистый раскрой получают на гильотинных ножницах, после которых операция фугования кромок шпона не требуется (рис. 6.2, а). Пачку шпона 1 укладывают на столе 2, зажимают прижимной балкой 3 и обрезают верхним ножом 5. Под верхний кладется нижний нож 4.
Можно, используя специальное зажимное приспособление, раскраивать пачки шпона и на круглопильных станках (рис. 6.2, б). Однако в этом случае после раскроя кромки необходимо фуговать (выравнивать), так как они не имеют требуемой шероховатости.
В учебных мастерских шпон раскраивают специальными ножами-резаками по металлической линейке.
Кромки пачек шпона фугуют на фрезерных фуговальных и кромкофуговальных станках. Лучшим вариантом является фугование на кромкофуговальных станках, оснащенных пилой для отпиливания (выравнивания) края пачки (рис. 6.3).
При малых объемах работы кромки можно фуговать на фрезерных станках, где пачку шпона в зажимном приспособлении надвигают на фрезу по направляющей линейке или упорному кольцу (рис. 6.4). Обработке подвергают обе стороны пачки.
На обработанных кромках не допускаются сколы, отщепы, мшистость и вырывы. Отклонение от прямолинейности кромок допускается не более 0,33 мм на 1 м длины, а отклонения от перпендикулярности кромок к пласти — не более 0,2 мм.
В учебных мастерских кромки шпона фугуют вручную фуганком в специальном приспособлении (донце) или с помощью струбцин на верстаке. Качество фугования проверяют на ровном столе, прижимая одну кромку к другой.
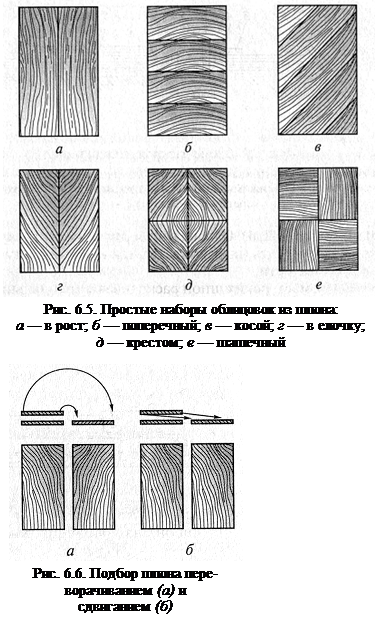 В массовом производстве применяют простые наборы облицовок из натурального шпона. Наиболее удобным является набор «в рост». «Косой» и «поперечный» наборы позволяют использовать короткие отрезки шпона. Из приведенных на рис. 6.5 наборов наиболее простыми являются «в елочку», «крестом» и «шашечный».
В массовом производстве применяют простые наборы облицовок из натурального шпона. Наиболее удобным является набор «в рост». «Косой» и «поперечный» наборы позволяют использовать короткие отрезки шпона. Из приведенных на рис. 6.5 наборов наиболее простыми являются «в елочку», «крестом» и «шашечный».
Делянки шпона подбирают с соблюдением текстурного рисунка древесины в соответствии с утвержденным проектом на мебельное изделие.
Смежные делянки шпона с ярко выраженной текстурой подбирают в лист так, чтобы каждая была зеркальным отражением соседней. Для этого их через одну переворачивают на 180°
вдоль продольной оси (рис. 6. 6).
При подборе делянок с параллельным направлением годичных слоев с однородной текстурой смежные делянки можно сдвигать, а не переворачивать. Подобранные делянки облицовки из шпона помечают цветным мелком и складывают в пачки.
Для облицовывания столярно-мебельных изделий применяют также и мозаичные наборы, которые выполняют из отде льных кусочков шпона различных пород и цвета. Данная работа требует высокой квалификации и в этом пособии не рассматривается.
Для получения облицовок из шпона делянки соединяют кромками различными способами: клеевой лентой, термопластичной клеевой нитью или клеевым швом (применяется только на малых предприятиях) (рис. 6.7).
Склеивание клеевой лентой может производиться вручную и на станках. Если клеевая лента при облицовывании закладывается внутрь, то ее перфорируют, т.е. пробивают несколько рядов отверстий, что исключает операцию
сошлифовывания (удаления) клеевой ленты после ее нанесения.
Для удобства пользования клеевой лентой применяют разнообразные приспособления.
Склеивание шпона в листы при простых наборах на мебельных предприятиях производят на ребросклеивающих станках термопластичной клеевой нитью толщиной 0,3…0,35 мм (рис. 6.8). На стол
1
по обеим сторонам направляющей линейки
2
вплотную укладывают делянки. Клеевая нить разматывается с бобины
4,
пропускается через нагретую трубку 5 или через струю горячего воздуха, где клей-расплав размягчается и вальцем
6
прижимается к делянкам шпона. Застыв, нить прочно склеивает делянки шпона. Скорость подачи шпона 20…30 м/мин, клеевой нити 15… 20 м/мин. Соединенный таким образом шпон наклеивают на основу нитью внутрь. Клеевую нить используют и для склеивания торцов облицовок.
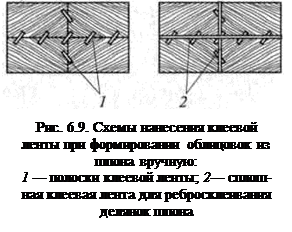 На малых предприятиях и учебных мастерских применяют ручные способы склеивания. Полосы шпона раскладывают на рабочем столе и подбирают по текстуре. Затем поперек фуги накладывают кусочки клеевой ленты с расстоянием 30… 50 мм в зависимости от ровности шпона (рис. 6.9). После этого полосы шпона проклеивают сверху полосой клеевой ленты и прикатывают ее специальным молоточком с вращающимся рифленым валиком.
На малых предприятиях и учебных мастерских применяют ручные способы склеивания. Полосы шпона раскладывают на рабочем столе и подбирают по текстуре. Затем поперек фуги накладывают кусочки клеевой ленты с расстоянием 30… 50 мм в зависимости от ровности шпона (рис. 6.9). После этого полосы шпона проклеивают сверху полосой клеевой ленты и прикатывают ее специальным молоточком с вращающимся рифленым валиком.
Сформированные наборы шпона маркируют, складывают на стеллажи в сухом отапливаемом помещении и передают на облицовывание по мере необходимости для работы.
§
Различают следующие способы наклеивания облицовки на основу: впритирку (наклеивание вручную) и прессование (наклеивание как вручную, так и механизированно).
Наклеивание облицовки вручную.Облицовывание впритирку
натуральным шпоном является простой операцией, не требующей предварительной фуговки и стяжки кромок шпона. Сущность данной операции заключается в накладывании листов шпона внахлестку на основу, на которую предварительно нанесен столярный клей. Далее притирочным молотком или электроутюгом двигают по шпону вдоль волокон и от середины к краям, чтобы выдавить излишки клея. Сначала клей наносят под первый лист и притирают его. Затем намазывают клей под второй лист и также притирают его по всей площади. Затем ножом по линейке прорезают наложенные одна на другую кромки шпона и, слегка приподняв кромку верхнего листа, удаляют нижнюю прорезанную кромку (рис. 6.10). Полученный шов окончательно притирают. Также поступают и с другими листами шпона при облицовывании поверхностей ручным способом.
Процесс облицовывания мебельных заготовок натуральным шпоном трудоемкий и дорогостоящий. В настоящее время применение его резко ограничено в связи с появлением множества отделочных искусственных материалов. Натуральный шпон еще находит применение при изготовлении высококачественных изделий в мелкосерийном производстве, ремонте и реставрации уникальной мебели.
…
При ручном способе прессования для облицовывания используют хомутовые и столярные струбцины.
 Хомутовые струбцины применяют для облицовывания плит больших размеров, столярные — для небольших заготовок и криволинейн ых поверхностей, а также для облицовывания кромок щитов (см. подразд. 4.4 и рис. 4.1).
Хомутовые струбцины применяют для облицовывания плит больших размеров, столярные — для небольших заготовок и криволинейн ых поверхностей, а также для облицовывания кромок щитов (см. подразд. 4.4 и рис. 4.1).
Наиболее сложными по устройству и эксплуатации являются хомутовые струбцины (рис. 6.11), представляющие собой прямоугольную металлическую раму с винтами на верхней балке. Процесс прессования заключается в следующем. Сначала поднимают винты струбцины и на нижние балки укладывают плиты (цулаги), которые по размеру должны быть чуть больше облицовываемых плит. Затем на цулагу укладывают одну металлическую подогретую прокладку, а на нее — сформированный пакет (плиту с нанесенным на нее клеем и шпоном), который накрывают другой прокладкой. Потом подготовляют другой пакет и т. д. до полного формирования пакетов. Далее уложенные пакеты накрывают другой цулагой, на нее (под каждый ряд винтов) накладывают бруски и приступают к завинчиванию винтов с помощью специального ключа — воротка.
 Хомутовые струбцины устанавливают на расстоянии 300… 400 мм одна от другой в зависимости от толщины применяемых цулаг (45…60 мм).
Хомутовые струбцины устанавливают на расстоянии 300… 400 мм одна от другой в зависимости от толщины применяемых цулаг (45…60 мм).
Заворачивать винты начинают с середины, а потом переходят постепенно к краям, чтобы выжать из-под шпона излишки клея. Последовательность завинчивания винтов показана цифрами на рис. 6.12.
Облицовывание в хомутовых струбцинах производят холодным способом карбамидными и глютиновыми клеями или поли винилацетатной дисперсией, а также способом нагревания глютинового клея за счет теплоты, аккумулированной в прокладках (цинках).
Прокладки нагревают до температуры 80°С; продолжительность общей выдержки 8… 25 мин, под давлением — 2… 3 ч. Температура в помещении должна быть не менее 25 °С.
Облицовывание шпоном с помощью хомутовых струбцин может быть односторонним и двухсторонним, в один и два слоя.
При одностороннем облицовывании шпон наклеивают только на одну из пластей основы, при двухстороннем — на обе пласти основы. Полученные таким образом детали не коробятся в процессе эксплуатации (стенки и полки мебельных изделий). Чаще всего в один слой облицовывают древесно-стружечные плиты, имеющие изотропную структуру, благодаря чему на облицованных поверхностях не появляются трещины. При облицовывании в два слоя на основу сначала наклеивают лущеный шпон, а затем строганый после полного высыхания предыдущего слоя. Иногда наклеивают вместе оба вида шпона, при этом направление волокон основы и лущеного шпона не должно совпадать, как не должно совпадать и направление волокон лущеного и строганого шпона.
Облицовывание в два слоя применяют для изготовления мебели, подлежащей высококачественной отделке.
Облицовывание в один слой выполняют за один прием, а в два — за два приема.
При облицовывании кромок деталей широко используются искусственные материалы, например искусственный шпон. Для этого предварительно специальным клеенаносящим устройством на ленту искусственного шпона наносят клей-расплав. Затем шпон плотно прижимают к кромкам плит разогретым электроутюгом, в результате шпон прочно приклеивается к кромкам. Шпон, выступающий за пределы граней плиты по длине, обрезают специальным ножом, а кромки слегка шлифуют мелкозернистой шкуркой.
Готовые рулоны искусственных материалов с нанесенным на них клеем широко используют для облицовки кромок заготовок мебельных изделий.
Заготовки выдерживают в условиях цеха и передают на дальнейшую обработку.
Механизированное наклеивание облицовки (в прессах и на станках).Для облицовывания пластей щитов наиболее эффективными являются одноэтажные гидравлические проходные прессы со встроенными загрузочно-разгрузочными устройствами. Эти прессы не требуют устройства глубоких фундаментов и легко встраиваются в поточные линии простых конструкций.
Кромки щитов облицовывают на автоматической линии МФК-1М, где кроме строганого шпона могут применяться различные пластики на основе бумаги.
На малых предприятиях по изготовлению нестандартной мебели, а также в экспериментальных и учебных мастерских применяют двухэтажные гидравлические прессы ПГЭ-7М с обогреваемыми электричеством плитами.
Ниже приведены режимы облицовывания плит в прессах ПГЭ-7М карбамидными клеями горячего отвердения.
Время от момента нанесения клея до загрузки
пакетов в пресс, мин, не более 20 …30
Время от начала загрузки пакетов в пресс
до установления полного давления, мин, не более 1,5
Температура металлических прокладок при
формировании пакета, °С, не более 30
Продолжительность прессования, мин,
при температуре плит, °С:
100 …120 3…4
130 …140 2
Удельное давление прессования, МПа 0,5… 1,0
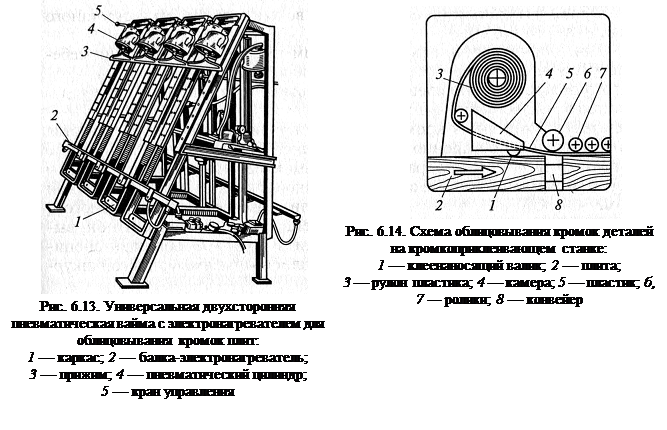 Прямолинейные кромки плит облицовывают на позиционных (ваймах) и автоматических станках. На рис. 6.13 показана универсальная двухсторонняя вайма для облицовывания прямолинейных кромок плит. На противоположных сторонах несущего каркаса 1 смонтированы пневматические цилиндры 4 с прижимами 3 и кранами управления 5 и неподвижная опорная балка-электронагреватель 2. Рабочие стороны каркаса установлены с наклоном 75° к горизонтали. На этой вайме можно облицовывать и криволинейные кромки, применяя гибкий электронагреватель на упругой прокладке.
Прямолинейные кромки плит облицовывают на позиционных (ваймах) и автоматических станках. На рис. 6.13 показана универсальная двухсторонняя вайма для облицовывания прямолинейных кромок плит. На противоположных сторонах несущего каркаса 1 смонтированы пневматические цилиндры 4 с прижимами 3 и кранами управления 5 и неподвижная опорная балка-электронагреватель 2. Рабочие стороны каркаса установлены с наклоном 75° к горизонтали. На этой вайме можно облицовывать и криволинейные кромки, применяя гибкий электронагреватель на упругой прокладке.
Облицовывание кромок плит пластиком или синтетическим шпоном производят на специальных станках непрерывного действия клеем-расплавом (рис. 6.14). Свернутый в рулон 3 пластик или шпон 5 подается роликом 6 на кромку плиты 2, на которую предварительно наносится клеенаносящим валиком 1 расплав клея, находящегося в камере 4 при температуре 160…240°С. При движении плиты на конвейере 8 пластик прижимается к кромке плиты подпружиненными роликами 7 и приклеивается.
В процессе изготовления мебели для кухонь и прихожих обычно применяют ламинированные плиты, поверхность которых покрыта пленкой на основе бумаг, пропитанных смолами, и не требует дальнейшей отделки.
Стойкая к воздействию влаги и тепла поверхность щита получается при наклеивании на обе пласти декоративного бумажнослоистого пластика. Облицовку пластиком предпочтительно осуществлять без нагрева, при обычной температуре, в холодных плитных однопролетных прессах.
Облицовывание заготовок непрозрачными полимерными пленками, заменяющими лакокрасочные покрытия, также дает возможность без применения шпона получить готовую, стойкую к внешним воздействиям декоративную поверхность.
При использовании пленок поверхность основы требует тщательной подготовки. Прессование осуществляется горячим и холодным способами в горячих и холодных плитных прессах. При горячем прессовании с охлаждением можно получить глянцевую поверхность, а также такой декоративный эффект, как тиснение. Процесс облицовывания может проводиться без применения клея, если используются самоклеящиеся пленки.
Контрольные вопросы
1. Каково назначение облицовывания деталей?
2. Из каких основных операций состоит процесс облицовывания?
3. Как подготавливается основа под облицовку?
4. Каковы операции подготовки натурального шпона к облицовке?
5. Чем и как раскраивают шпон?
6. Как производится фугование кромок шпона вручную и на станках?
7. Каковы простые наборы шпона?
8. Как соединяют шпон по кромкам при склеивании его в листы?
9. Как осуществляется облицовывание шпоном впритирку и в чем заключается сущность данной операции?
10. Как и на каком оборудовании производят запрессовку деталей мебели при облицовывании?
11. Каковы виды облицовывания деталей шпоном?
12. В чем заключается сущность процесса запрессовки в хомутовых струбцинах?
13. Что вы знаете о процессе облицовывания пластей щитов в гидравлических прессах?
14. Как и на каком оборудовании производится облицовка кромок плит?
15. Какова технология облицовывания заготовок непрозрачными полимерными пленками?
§
 Современные окна могут быть самой различной формы: прямоугольные, арочные, круглые, овальные, треугольные, в виде трапеции и другие (рис. 7.1). Изготовляют окна из современных
Современные окна могут быть самой различной формы: прямоугольные, арочные, круглые, овальные, треугольные, в виде трапеции и другие (рис. 7.1). Изготовляют окна из современных
материалов: пластика (ПВХ), алюминия, дерева, стеклопластика (файбергласскомпозита) или из комбинации этих материалов.
Окно состоит из коробки, переплета, подоконной доски, которые образуют оконный блок, а также из стеклопакета.
Типы окон и способы их открывания показаны на рис. 7.2. В России оконный переплет традиционно делали из натуральной древесины, достоинством которой являются: высокая прочность при небольшой объемной массе, отличная теплозащита, хорошая звукоизоляция, высокая морозостойкость и легкость в обработке. Однако деревянные оконные переплеты, поставляемые на поток, не могут обеспечить надежную теплозащиту и звукоизоляцию. Вставлять в «живую» основу герметичные стеклопакеты — напрасная трата времени и денег. Плохо работающая фурнитура, необходимость в частом косметическом ремонте и работах по герметизации окон привели к тому, что в одно время строители совершенно потеряли интерес к деревянным блокам.
Современные технологии производства оконных переплетов.Сегодня на рынок пришли технологии, открывающие новые возможности в применении старых материалов. Традиционная
для России древесина по-прежнему широко используется в производстве оконных блоков.
…
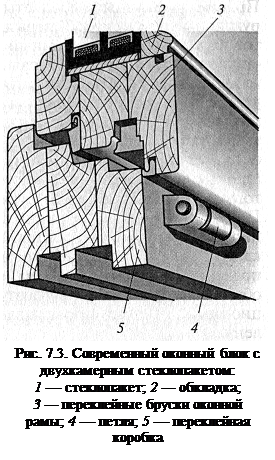 Правда, деревянные переплеты претерпели существенные конструктивные изменения. Теперь для изготовления оконных переплетов используют многослойный клееный брус, а чтобы ограничить «подвижность» дерева, деревянные доски соединяют так, чтобы годовые кольца при склеивании примыкали под определенным углом: в этом случае возникает так называемое сопротивление волокон, деревянные доски как бы подпирают друг друга, и деталь не коробится и не перекашивается. Используя этот принцип, оконные переплеты набирают из нескольких досочек — ламелей. Причем сами ламели тоже склеивают из отдельных дощечек для того, чтобы избавиться от сучков и прочих пороков древесины. Полученный таким образом брус, похожий на многослойный пирог, никогда не расслоится. Конечно, очень многое зависит от качества клея, соединяющего ламели. Качественный клей глубоко проникает в структуру дерева, соединяя ламели наипрочнейшим образом. В результате получают клееный брус — особый конструкционный материал, оправдывающий все затраты на его изготовление.
Правда, деревянные переплеты претерпели существенные конструктивные изменения. Теперь для изготовления оконных переплетов используют многослойный клееный брус, а чтобы ограничить «подвижность» дерева, деревянные доски соединяют так, чтобы годовые кольца при склеивании примыкали под определенным углом: в этом случае возникает так называемое сопротивление волокон, деревянные доски как бы подпирают друг друга, и деталь не коробится и не перекашивается. Используя этот принцип, оконные переплеты набирают из нескольких досочек — ламелей. Причем сами ламели тоже склеивают из отдельных дощечек для того, чтобы избавиться от сучков и прочих пороков древесины. Полученный таким образом брус, похожий на многослойный пирог, никогда не расслоится. Конечно, очень многое зависит от качества клея, соединяющего ламели. Качественный клей глубоко проникает в структуру дерева, соединяя ламели наипрочнейшим образом. В результате получают клееный брус — особый конструкционный материал, оправдывающий все затраты на его изготовление.
Обычная массивная древесина в оконных конструкциях, как правило, со временем усыхает, деформируется, коробится и растрескивается. Трехслойный клееный брус может быть комбинированным, причем лицевой слой делают из ценных пород древесины (дуба, ясеня, бука, красного дерева и др.), в результате кажется, что окна изготовлены из массива.
Прочность клеевых изделий на 80 % выше, чем аналогичных из цельного дерева, а жесткость — на 40 % выше. В окна, сделанны е из клееного бруса, можно смело вставлять герметичный стеклопакет (рис. 7.3).
Конструкции деревянных оконных переплетов.Деревянные переплеты различаются по типам конструкций: раздельный, спаренный и одинарный (один).
Окна с раздельным переплетом представляют собой широкую оконную коробку с четырьмя створками, каждая из которых открывается независимо
одна от другой. При этом расстояние между внешними и внутренними створками достаточно большое, что способствует улучшенной тепло- и звукоизоляции. Деревянные переплеты такого типа делают только на заказ. Внутри между рамами можно установить жалюзи или противомоскитные сетки. Серьезный недостаток такого переплета — его большая масса. Кроме того, окна с раздельным переплетом имеют только распашное открывание.
Более позднее изобретение — окна с деревянными спаренными переплетами, т. е. окна, состоящие из двух переплетов, соединенных между собой винтовыми стяжками с прокладками (уплотнителями). Окна с такими переплетами — холодные и шумные.
Окна с одинарным {одним) переплетом — это конструкция, состоящая из двух вертикальных и горизонтальных брусков, универсальна для всех оконных материалов — дерева, пластика, алюминия, деревоалюминия.
Большинство отечественных производителей используют при производстве деревянных переплетов древесину сосны. Ее тонируют практически под все породы дерева, в том числе под дуб. Окна с переплетами из натурального дуба значительно дороже, но вряд ли прочнее.
Естественно, дуб прочнее сосны, но клееный брус, изготовленный из сосны по новой технологии, ничем не уступает дубовому. Кроме того, структура дуба плотнее, он хуже высушивается, значит, не исключена возможность, что со временем переплет, изготовленный из дуба, может покоробиться.
Качество готового окна с деревянным переплетом во многом зависит от качества древесины и от того, насколько хорошо ее высушили.
Правильная подготовка древесины — настоящее искусство. Допустимая норма влажности дерева после сушки должна составлять 8… 12%; это так называемая производственная влажность.
В процессе сушки деревянный брус сильно уменьшается в размере, поэтому его распиливают на ламели только после окончательного просушивания. Затем из нескольких дощечек собирают единую конструкцию. Когда клееный брус готов, то в нем высверливают пазы, в которых закрепляют стеклопакет, уплотнители и фурнитуру.
Обычно в деревянные переплеты ставят только один контур уплотнителя — с наружной стороны. Он крепится в паз переплета и защищает окно от влаги, но, как показывает практика, в наших климатических условиях нужен второй контур уплотнителя с внутренней стороны переплета. Чтобы поставить второй контур уплотнителя, делают дополнительный паз. Ширина полученной таким образом оконной конструкции — 78 мм; у стандартных конструкций — 68 мм.
Современные технологии изготовления окон с деревянным переплетом окон позволяют сделать конструкции любых конфигураций, в том числе и арочные.
 В настоящее время на российском рынке представлены окна с деревянными переплетами как зарубежных, так и отечественных производителей. Причем, среди последних есть те, которые изготовляют свою продукцию на импортном оборудовании с применением европейских технологий, и те, которые изготовляют низкосортную продукцию на морально устаревших станках. Однако только современные технологии и оборудование позволяют добиться необходимой чистоты обработки поверхностей древесины и высокого качества готового окна.
В настоящее время на российском рынке представлены окна с деревянными переплетами как зарубежных, так и отечественных производителей. Причем, среди последних есть те, которые изготовляют свою продукцию на импортном оборудовании с применением европейских технологий, и те, которые изготовляют низкосортную продукцию на морально устаревших станках. Однако только современные технологии и оборудование позволяют добиться необходимой чистоты обработки поверхностей древесины и высокого качества готового окна.
Самой распространенной продукцией являются деревянные окна, выполненные из ангарской сосны.
Производители уверяют, что срок службы качественного деревянного блока, изготовленного по новой технологии, составляет 50 лет. Для дополнительной защиты от неблагоприятного внешнего воздействия деревянные переплеты можно дополнительно окантовывать алюминиевыми накладками.
Конструкции комбинированных деревоалюминиевых переплетов.Каждый материал, используемый в производстве окон, имеет как свои достоинства, так и недостатки. Комбинированные переплеты — это попытка соединить преимущества различных материалов, сведя к минимуму их недостатки. В комбинированных переплетах со четаются различные материалы: алюминий (медь) дерево; алюминий пластик; алюминий дерево пластик и др. Наиболее распространенными в настоящее время являются деревоалюминиевые переплеты (рис. 7.4).
Лучший способ прод лить срок службы окна с деревянным блоком — защитить его снаружи металлической накладкой или выполнить всю наружную створку из металла.
В настоящее время существуют три вида конструкций деревоалюминиевых окон.
Если окно с одинарным переплетом, то используется алюминиевая оболочка, которая ме-ханически прикрепляется к деревянному оконному профилю специальными зажимами.
Если окно с раздельным или спаренным переплетом, то возможны два варианта:
а) алюминиевая оболочка прикрепляется к внешней деревянной оконной створке, при этом внутренняя створка остается без изменений;
б) деревоалюминиевое окно по существу состоит из двух переплетов: деревянного (внутреннего) и алюминиевого (внешнего), которые могут быть соединены между собой скобами.
Также на сегодняшний день существует новая разновидность деревоалюминиевых окон — алюминиевые переплеты с деревянными декоративными планками из твердых пород дерева (например, дуба), закрывающими металлический профиль изнутри помещения. Тем самым снаружи такое окно защищено от всех атмосферных воздействий и является долговечным и прочным, а внутри помещения воспринимается как уютное, теплое и живое, прекрасно сочетающееся со всеми деталями интерьера. Такие окна являются не только украшением любого интерьера, но и выдерживают испытание временем.
Есть еще одна новая разновидность комбинированных переплетов — это оконные профили, в которых сочетаются три материала:
дерево, которое выполняет декоративную функцию;
пластик, выполняющий функцию теплозащиты;
металл, который защищает другие материалы от атмосферных воздействий.
Таким образом, существует много видов комбинированных окон, которые прочно заняли свое место на рынке.
Оконная фурнитура.Под оконной фурнитурой понимают набор различных деталей и механизмов, которые служат для открывания и запирания окна, а также обеспечивают плотность прилегания створки к раме.
Фурнитура — одна из важнейших составных частей окна, так как от ее качества зависят надежность и стабильность работы окна в целом. Оконная конструкция должна выдерживать большие нагрузки, быть удобной в обслуживании, иметь противовзломную защиту. Все эти качества обеспечиваются оконной фурнитурой.
К основным элементам фурнитуры относятся петли, шпингалеты, ручки, которые могут изготовляться из металла, пластмасс и комбинированных материалов.
Несмотря на сложность механизмов, современная фурнитура очень проста в обслуживании. Простейшими операциями с помощью специального ключа можно отрегулировать положение створки по вертикали и горизонтали в переплете, степень прижима уплотнителя и другое.
Главным техническим показателем любой фурнитуры являются ее надежность и долговечность, которые определяются механической прочностью и стойкостью к коррозии. Надежная фурнитура должна обеспечить не менее чем 10 000 циклов открывания.
Показателем надежности является плавный ход фурнитуры. Иначе дополнительные усилия, которые будут прикладываться при жестком запирании, со временем начнут разрушать саму фурнитуру.
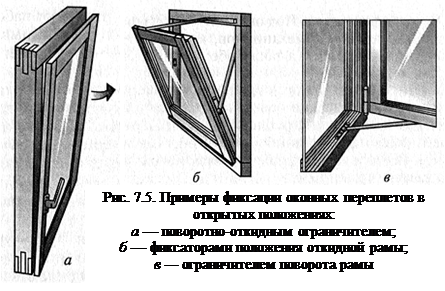 И, конечно, важную роль играет и вид оконной фурнитуры, которая для ее привлекательности отделывается декоративными пластиковыми накладками или покрывается эмалью. При этом надо учитывать, что не следует использовать фурнитуру, выполняющую не декоративные, а силовые функции, со множеством пластмассовых элементов. Как показывает практика, такая фурнитура быстро изнашивается и ломается уже через 2—3 года.
И, конечно, важную роль играет и вид оконной фурнитуры, которая для ее привлекательности отделывается декоративными пластиковыми накладками или покрывается эмалью. При этом надо учитывать, что не следует использовать фурнитуру, выполняющую не декоративные, а силовые функции, со множеством пластмассовых элементов. Как показывает практика, такая фурнитура быстро изнашивается и ломается уже через 2—3 года.
Ведущие производители фурнитуры выпускают широкий ассортимент оконных ручек и декоративных накладок, что позволяет при необходимости индивидуально подобрать форму и цвет фурнитуры.
В современных оконных конструкциях помимо основных элементов, обеспечивающих надежное открывание-закрывание окна, разработаны специальные детали, значительно расширяющие функциональные возможности фурнитуры (рис. 7.5):
- ограничитель поворота — придает оконной створке устойчивость в любом открытом положении в диапазоне 65… 150°; кроме того, обеспечивает надежную фиксацию окна в крайнем открытом положении;
- защелка препятствует распахиванию или захлопыванию створки при порывах ветра;
- щелевой проветриватель — обеспечивает длительное проветривание без сквозняков;
- поворотно-откидной ограничитель — обеспечивает проветривание в четырех различных положениях. Существуют два вида ограничителей поворота створки на большие углы: первый позволяет створке открываться на постоянный заданный угол (чтобы створка не билась об откос); второй — открывать и фиксировать створку на разные углы с помощью поворота ручки;
- стопор поворота с элементом, позволяющим открыть створку только на 5 см и зафиксировать ее в этом положении, исключает распахивание окна (створка окна может только откидываться). Этот же элемент может использоваться для ограничения доступа детей к открытому окну;
- детский замок — позволяет наклонять окно, но не дает возможности открыть его в повороте.
В современных окнах также с успехом используются различные электроустройства, которые служат для автоматического проветривания помещения, и устройства сигнализации.
Стеклопакеты.Стеклопакет — это неотъемлемая часть оконной конструкции, от качества которого в значительной степени зависят эксплуатационные свойства оконной конструкции в целом. Плохой стеклопакет может оказаться серьезным недостатком окна (запотевание внутри и снаружи стеклопакета, промерзание, сквозняки даже при плотно закрытых дверях).
Когда стеклопакеты появились в России, было много путаницы с тем, что это такое. Современные окна в популярных статьях часто называли просто «модные стеклопакеты».
Стеклопакет состоит из двух стекол или более, которые разделены воздушным или газовым промежутком и герметично соединены по контуру с помощью специальной (дистанционной) рамки. Такой своеобразный воздушный «бутерброд» обеспечивает современным окнам отличные теплоизоляционные и звукоизоляционные свойства.
Дистанционная рамка, которая разделяет стекла в стеклопакете, изготовляется, как правило, из алюминиевого профиля. Внутрь засыпается специально вещество — молекулярное сито, которое впитывает влагу из пространства между стеклами и тем самым предотвращает запотевание стекол внутри стеклопакета. Новая влага внутрь не попадает, поскольку весь блок с торцов стеклопакета заливается герметиком.
Качественные стеклопакеты изготовляют по принципу двойной герметизации. На собранную рамку по периметру наносится слой герметика, а когда стекла сдавливают, между стеклами и рамкой остается разделяющий их шов. Это первая ступень герметизации стеклопакета, которая обеспечивает защиту пространства между стеклами от попадания внутрь водяного пара.
Затем зазор между рамкой и краями стекол заполняется специальным веществом (продуктом вторичной герметизации), которое плотно склеивает стекла, препятствуя проникновению влаги. Для производства стеклопакетов используют практически все виды стекол.
Стеклопакеты могут быть одно-, двух- и трехкамерными (рис. 7.6). Под камерой в данном случае понимается промежуток (воздушный или газовый) между стеклами. Таким образом, однокамерный стеклопакет состоит из двух стекол с воздушным пространством между ними, двухкамерный стеклопакет включает в себя три стекла, а трехкамерный — четыре. Кроме того, стеклопакеты имеют разную ширину (24, 32, 36 и 42 мм).
Состав однокамерного стеклопакета в 24 мм можно записать цифрами: 4-16-4. Это значит, что в данном случае в «монолит» соединены два стекла толщиной 4 мм с расстоянием между ними 16 мм. Состав двухкамерного стеклопакета шириной 24 мм записывается так: 4-6-4-6-4; это означает, что три стекла толщиной 4 мм разделены промежутком 6 мм.
Энергосберегающие и шумопонижающие свойства стеклопакетов могут быть улучшены за счет применения специальных видов стекла (энергосберегающего) со специальным оптическим покрытием.
Для снижения теплопотерь, а также для улучшения тепло- и звукоизолирующих свойств стеклопакета его межстекольное пространство заполняют инертным газом (аргоном, криптоном) или их смесью. Иногда пространство между стеклами в стеклопакете заполняют сухим воздухом, однако заполнение газом, имеющим более высокую плотность, предпочтительнее.
Современные технологии позволяют изготовлять стеклопакеты самых различных типов в соответствии с ГОСТами РФ при использовании современных автоматизированных линий. Однако современное высокоточное оборудование из-за своей высокой стоимости доступно лишь крупным фирмам. При кустарном же производстве достаточно велик риск быстрой разгерметизации стеклопакетов.
Полезный совет столяру
• При заделке трещин в старых оконных рамах и дверях мебельных изделий можно изготовить пасту на основе силикатного клея. В качестве наполнителя берут в равных частях мел, древесную пыль и добавляют пигмент. Наполнители смешивают с силикатным клеем непосредственно перед применением.
§
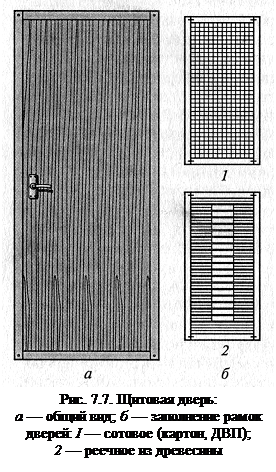 Совсем недавно для изготовления дверей применялись в основном дерево и простое стекло. В настоящее время с появлением новых технологий при изготовлении дверей используют системные профили из алюминия и ПВХ, специальные стекла и металлы, которые стали такими же привычными материалами, как и обычная древесина.
Совсем недавно для изготовления дверей применялись в основном дерево и простое стекло. В настоящее время с появлением новых технологий при изготовлении дверей используют системные профили из алюминия и ПВХ, специальные стекла и металлы, которые стали такими же привычными материалами, как и обычная древесина.
Разновидности дверей.Современные двери можно классифицировать по различным признакам: в зависимости от их расположения в здании, по конструкции, материалу, из которого они изготовлены, заполнению дверного полотна и способу открывания.
По расположению в здании двери подразделяются на наружные (входные и балконные) и внутренние (входные в квартиру с лестничных клеток, межкомнатные и шкафные).
По конструкции дверные полотна подразделяются на рамочные (филенчатые) и щитовые (рис. 7.7).
Рамочные двери (рис. 7.8) состоят из вертикальных, горизонтальных, средних брусков и филенок, выполненных из дерева, МДФ (мелкодисперсной фракции древесного волокна средней плотности), древесностружечных плит, клееной фанеры или стекла. Бруски обвязки и средники изготовляют из древесины сосны, облицованной или необлицованной шпоном. Концевые соединения брусков обвязки рамочных дверей выполняют на открытые сквозные одинарные или двойные шипы, а серединные соединения на несквозные шипы.
…
В настоящее время фирмы-изготовители производят дверные филенчатые полотна как глухие (цельные), так и остекленные, по технологии «профиль — контропрофиль» с применением набора специальных фрез. Эта технология позволяет изготовлять обвязку дверного полотна и дверную филенку за один проход на фрезерном станке (рис. 7.9). Дверная филенка обрабатывается фрезами с двух сторон, при этом формируется калевка и фигарейное поле (профиль по контуру филенки). Филенки вставляют в паз, четверть или крепят с двух сторон обкладками.
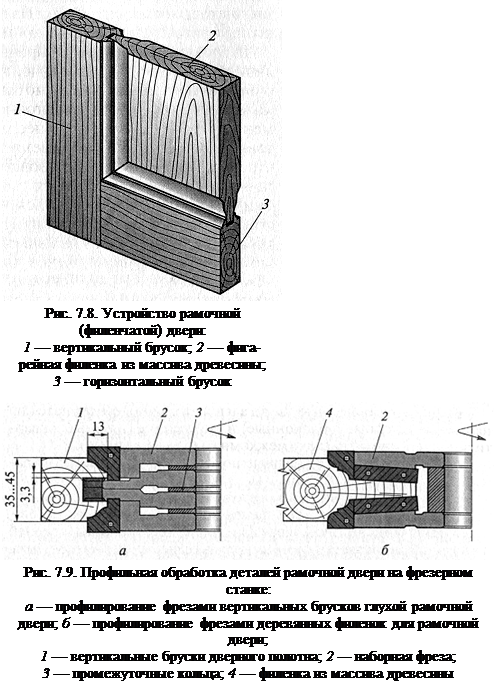 Щитовые двери представляют собой щит, выполненный из деревянной рамки с сотовым или реечным заполнением. Бруски рамки в углах соединяются металлическими скрепами. Деревянная рамка облицовывается декоративной фанерой, МДФ и другими листовыми материалами. На торцы щита наклеивают обкладки, которые соединяются с кромками в паз и гребень.
Щитовые двери представляют собой щит, выполненный из деревянной рамки с сотовым или реечным заполнением. Бруски рамки в углах соединяются металлическими скрепами. Деревянная рамка облицовывается декоративной фанерой, МДФ и другими листовыми материалами. На торцы щита наклеивают обкладки, которые соединяются с кромками в паз и гребень.
Щитовые двери легки и прочны, обладают хорошей звукоизоляцией и формоустойчивостью, удобны в эксплуатации. Было бы ошибкой полагать, что надежно защищать наше жилище могут только металлические двери. Щитовые двери, изготовленные по современным технологиям, не менее прочны, чем стальные. При изготовлении таких дверей применяют технологии, аналогичные тем, что используются при производстве окон, т. е. клееный брус. Дверь из клееного бруса собирается таким образом, чтобы бруски (если они и начнут деформироваться) «тянули» бы дверь, не давая искривляться самой конструкции. На месте склейки полотна остается небольшой шов. Такой клееный стык делается на специальных станках, поэтому сломать клееное дверное полотно гораздо сложнее, чем однородную доску. Таким образом, из клееного бруса делают не только прочные оконные переплеты, но и суперпрочные двери.
Для входной (наружной) двери главной характеристикой является прочность, поэтому наружные двери изготовляют в основном щитовыми. Наличие на дверном полотне сучков, смоляных карманов и прочих пороков древесины свидетельствует о том, что такая дверь не прослужит долго.
В современных дверях есть такая полезная вещь, как подвижный уплотнитель порога, который крепится к нижней торцевой части двери. Когда дверь закрыта, уплотнитель упирается в пол, не пропуская сквозняков и пыли. При открывании двери уплотнитель автоматически убирается внутрь двери.
По материалу, из которого изготовляются, двери бывают из массива древесины (дуба, бука, клена и красного дерева) — это элитные двери, а также из комбинированных материалов (из нескольких составляющих): брусков массива сосны, МДФ и ДСП (древесно-стружечной плиты); эти двери отделываются шпоном ценных пород дерева (рис. 7.10).
На российском рынке самым распространенным материалом при изготовлении дверей является сосна. Технология производстве дверей из сосны проще аналогичного производства из дуба, хотя по прочности двери из сосны не очень сильно уступают дубовым. Сосновые двери нельзя ставить в ванной комнате и туалете, так как они будут подвержены перепадам влажности данных помещений и могут рассыхаться и деформироваться.
Самым универсальным и относительно недорогим материалом для изготовления межкомнатных и сантехнических дверей является МДФ. Обычно двери из МДФ изготовляют по европейским технологиям, с применением импортных материалов. Это двери эконом-класса.
По типу заполнения дверного полотна двери подразделяются на глухие и остекленные (рис. 7.11). Эти двери могут быть гладкими, с формованной внешней панелью или филенчатыми. Наружная отделка глухих дверей может дополняться панелями из древесины, комбинациями шпона различных ценных пород древесины с различным рисунком и направлением волокон, инкрустацией другими материалами (металл, стекло), профилированными окантовками, зеркалами.
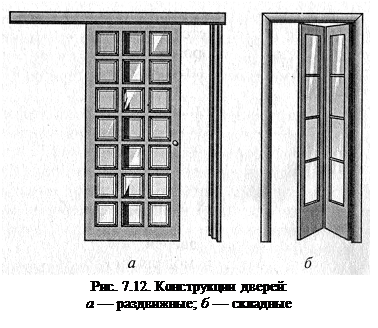 По способу открывания двери подразделяются на распашные (наружные и межкомнатные), раздвижные и складные (только межкомнатные) (рис. 7.12). Внешняя отделка (облицовка) полотен межкомнатных дверей может выполняться разными способами. Выбор той или иной облицовки дверей определяется архитектурным замыслом с учетом особых требований заказчика.
По способу открывания двери подразделяются на распашные (наружные и межкомнатные), раздвижные и складные (только межкомнатные) (рис. 7.12). Внешняя отделка (облицовка) полотен межкомнатных дверей может выполняться разными способами. Выбор той или иной облицовки дверей определяется архитектурным замыслом с учетом особых требований заказчика.
Производство отечественных дверей.Отечественные производители, использующие западное оборудо вание и технологии, составляют достойную конкуренцию своим зарубежным коллегам. В первую очередь следует назвать российско-итальянскую мебельную серию фирмы ЭЛИТЕЛ (Москва), продукцию красноярской фирмы МЕКРАН и новгородской «Волховец». Если среди импортных изделий брак появляется в основном из-за нарушения условий транспортирования или хранения, то у отечественных дверей брак может быть заложен при изготовлении дверей из-за использования упрощенных технологий.
Отечественные двери изготовляют главным образом из соснового массива. Чтобы полотно не коробилось и не трескалось, его делают из наборного массива, склеенного из брусков шириной не более 50…60 мм.
Заготовку для дверей собирают из расчета, чтобы направление волокон у брусков чередовалось. Обычно бруски собирают на гладкую фугу. В элитных дверях это соединение еще более прочно, так как бруски соединены на «зубчатый шип».
Сосна — недостаточно прочное дерево, но, несмотря на это, двери из ее массива пользуются на отечественном рынке большим спросом. К тому же безусловным достоинством сосновых дверей является их экологическая чистота. Некоторые двери изготовляют из ангарской сосны, которая имеет немного более плотную структуру и меньшее количество сучков.
Сучки — серьезная проблема при производстве изделий из дерева. Они не должны быть сквозными и превышать размеры допусков по ГОСТу как по размерам (1… 2 см), так и по числу. Дверную коробку с крупными сучками обязательно «поведет» из-за напряжений, возникающих в ней при установке, которые настолько велики, что никакая монтажная пена и даже шурупы не в состоянии предотвратить деформацию. Поэтому идеальным вариантом дверного полотна является склеивание его из брусков на гладкую фугу или на зубчатый шип.
Качество облицованных шпоном дверей также зависит от используемой технологии. Элитные (высококачественные) двери обычно облицовывают (фанеруют) в два слоя, причем в разных направлениях. Такой способ облицовки практически исключает растрескивание шпона. Более простой вариант — облицовка каркаса двери листами МДФ или тонкой фанерой с уже наклеенным шпоном, что обычно используется для дверей эконом-класса (самых распространенных и недорогих дверей). Желательно, чтобы поверхность дверей была покрыта несколькими слоями полиуретанового лака.
Внутренние двери облицовывают шпоном ценных пород древесины или выполняют из массива натурального дерева. Двери обычно лакируют. Качественное лаковое покрытие должно быть эластичным, т.е. не хрупким. При беглом непрофессиональном осмотре определить качество дверного полотна достаточно трудно, к тому же для внутренних дверей не предусмотрена обязательная сертификация.
Характеристика импортных дверей.Финские двери приобрели известность благодаря строгим моделям белого цвета. Самые популярные — так называемые облегченные двери, собранные на каркасе из соснового бруса толщиной около 20 мм с сотовым картонным наполнителем. На этот каркас наклеен лист МДФ толщиной 3… 4 мм. Помимо облегченных моделей производятся цельнодеревянные, в которых картон заменен сосновым массивом. Изделия комплектуются надежным механизмом системы запирания и разборной коробкой из цельного соснового бруса с запорной планкой и петлями. Все финские двери — это двери с четвертью в притворе, снабженные соответствующей фурнитурой (кроме ручек).
Выпускаются двери гладкие и рамочные (филенчатые) с прямой и арочной филенкой. Высота финского дверного блока составляет 2100 мм, ширина (глубина) дверной коробки — 90 мм. Эта коробка идеально подходит для наших зданий: ведь толщина типовой межкомнатной перегородки 75…80 мм, а лишний сантиметр позволяет нейтрализовать возможные перекосы. Жесткость коробки исключает вероятность ее деформации, которая может возникнуть при использовании монтажной пены.
Установка финских дверей требует минимальных дополнительных трудозатрат, поскольку петли, замок и его запорная планка уже врезаны на место. В коробке даже сделаны отверстия для шурупов, а белые заглушки для них входят в комплект. На отечественном рынке наиболее известны такие финские фирмы-производители, как ALAVUS, KILSGAARD, MATTI-OVI.
Испанские двери, произведенные фирмами PROMA, JHER, VISEL, характеризуются отделкой — шпоном из красного дерева. Эти двери — продукт современных технологий. Использование пресса и тонколистового шпона (0,6 —0,8 мм) позволяет производить двери из относительно недорогих материалов (МДФ и ДСП) с облицовкой их весьма сложных поверхностей, например из «объемной» филенки. В результате с помощью нескольких простых операций удается добиться высокого качества отделки. Наибольшей популярностью пользуются комбинированные двери из ДСП и МДФ с каркасом из натурального дерева и отделкой шпоном ценных пород.
Как правило, испанские двери комплектуются коробкой из МДФ, покрытой шпоном. Толщина коробки 20 мм, ширина (глубина) 80 мм. В некоторых моделях она имеет прорезь для пролагаемого резинового уплотнителя. В отличие от финских, испанские дверные коробки недостаточно жесткие.
Наряду с моделями, облицованными красным деревом, испанские производители предлагают двери, облицованные шпоном дуба (светлого или мореного) и бука, а также белые из крашенной МДФ. Выпускаются двери гладкие, облегченные, с сотовым картонным заполнением, по конструкции аналогичные финским.
Итальянские двери традиционно занимают на отечественном рынке элитную нишу. К обычным относятся гладкие двери, в том числе с декоративными накладками. По конструкции они, как правило, каркасные с сотовым картонным заполнением. Каркас и коробка склеены из наборного бр уса. Есть также модели и из массива ореха, бука и сосны, отделанные шпоном.
Итальянские двери бывают как обычными, так и с четвертью (дверной профиль). Последние в сочетании с объемным наличником распахиваются не полностью, а на 130… 150°. Некоторые фирмы комплектуют свои изделия универсальными петлями, которые позволяют открыть полотно двери на 180°.
Итальянские модели различаются по высоте полотен (2000… 2100 мм) и глубине дверных коробок (80… 120 мм). Ширина дверей, как правило, вписывается в отечественные дверные проемы. В этих дверях широко используется стекло (прозрачное, матовое, цветное), причем не только в виде вставок, но и как основной элемент дверного полотна.
Дверная фурнитура.К дверной фурнитуре относятся петли, глазок, внутренние задвижки, замки и дверные ручки.
Петли бывают отечественного и иностранного производства. Самыми надежными считаются петли на опорном подшипнике. Количество петель рассчитывается в зависимости от массы двери. Легкие деревянные двери навешивают на две петли, тяжелые металлодеревянные (массой более 50 кг) — на три.
Глазок на отечественных дверях обычно не ставят, а если делают, то по заказу. Импортные двери без глазка не делают. Хорошими считаются глазки с радиусом обзора не менее 200°.
Внутренние задвижки бывают винтовыми и скользящими. К дверям лучше подойдет винтовая, а не скользящая задвижка, если дверь случайно захлопнется.
Дверные замки согласно ГОСТ 5089—97 по устойчивости к взлому подразделяются на несколько классов. Бытовые замки, устанавливаемые на входные двери, должны иметь класс устойчивости к взлому не ниже второго; если в квартире хранятся особо ценные вещи — как минимум третий класс. Данные, подтверждающие высокую устойчивость к взлому, должны быть внесены в паспорт к замку.
Помимо устойчивости к взлому, замки подразделяются на два класса (А и Б) по секретности — показателю, характеризующему количество комбинаций ключа. Согласно ГОСТ 51072—97 классу секретности А соответствует 25 000, а классу Б — 1 000 000 комбинаций ключа.
Достаточно хорошие замки с высоким уровнем секретности выпускают компании Финляндии, Швеции, Испании, Италии, Германии, Израиля, а также и России («Барк»).
Все замки состоят из секретной и исполнительной части: секретная (кодовая) часть представляет собой механизм, распознающий ключ, исполнительная — запорный механизм, состоящий из задвижек, ригелей и планок. Эта часть различается по методам монтажа и может быть врезной, накладной, вкладной или навесной.
По конструкции секретной части замки подразделяются на механические, электромеханические и электронные. Механические, в свою очередь, бывают цилиндровыми, сувальдными и кодовыми.
Цилиндровые (английские) замки являются самыми распространенными. Роль секретного механизма в них играет набор подвижных штифтов, пластин или дисков, заключенных в личинке. Цилиндры выпускаются длиной от 30 до 120 мм, поэтому такие замки можно подобрать для дверей разной толщины.
При необходимости личинку цилиндрового замка легко заменить.
Главный недостаток цилиндров — уязвимость к выбиванию и высверливанию, слабая антивандальная защита
Сувальдные замки обладают очень хорошими противовзломными характеристиками. Отпирание и запирание механизма происходит за счет набора сувальд-пластин, которые, выстраиваясь под взаимодействием ключа в строго определенных положениях, позволяют выдвинуть запирающие ригели.
Недостатком сувальдных замков можно назвать относительно невысокую секретность замков, а также некоторую громоздкость ключей.
Комбинированные замки обладают достоинствами цилиндровых и сувальдных замков. В них в едином корпусе установлены два замочных механизма — сувальдный и цилиндровый. Первый обеспечивает устойчивость двери, а второй уберегает от взлома (с помощью подбора ключа или использования отмычки). Существуют взаимонезависимые и взаимозависимые комбинированные замки. В первых механизмы взаимодействуют автономно друг от друга, во вторых имеется функция блокировки одного устройства другим. Есть комбинированные замки, в которых один и тот же ключ воздействует одновременно и на сувальды и на цилиндры.
Дверные ручки производят из латуни, алюминия, силумина (сплава цинка с алюминием), обычной и нержавеющей стали. Самым популярным материалом для дверных ручек является латунь.
Поставщики дверных ручек предлагают продукцию с разнообразным покрытием. Самыми дорогими и модными являются ручки из матового хрома и никеля. В качестве покрытия применяют также дерево ценных пород или разноцветное стекло, подвергшееся специальной обработке.
Дверные ручки из таких пластичных материалов, как латунь, алюминий, силумин, изготовляют нужной конфигурации методом литья под давлением, а ручки из стали, особенно нержавеющей, — механическим способом. Дверные ручки из стали дороже (примерно в три раза), а из алюминия дешевле латунных.
Ручки для входных дверей должны выдерживать нагрузку до 80 кг — в два раза большую, чем ручки для межкомнатных дверей, и иметь специальные защитные накладки, препятствующие выламыванию и выбиванию цилиндра замка. Неблагоприятные погодные условия лучше переносят ручки из латуни и нержавеющей стали, поверхность которых подвергнута полированию или хромированию.
Для межкомнатных дверей удобнее использовать фалевые ручки с возвратной пружиной, приводящей рычаг в исходное состояние (рис. 7.13).
По способу открывания-закрывания ручки для межкомнатных дверей могут быть нажимными или поворотными.
Недорогие модели дверных ручек выпускает итальянская фирма «Манделли». Срок службы покрытия итальянских ручек 10, а финских — 20 лет.
§
К основным конструктивным элементам мебельных изделий относятся рамки, щиты, корпуса, двери, ящики, полки, опорные коробки, скамейки и подсадные ножки.
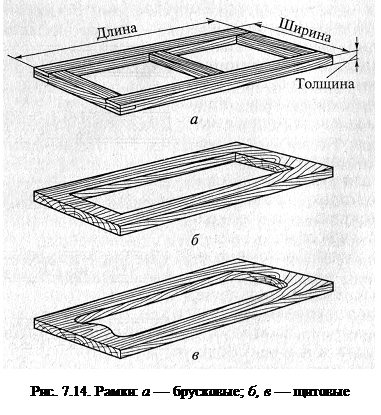 Рамки (рис. 7.14) изготовляют для рамочных и щитовых конструкций столярных изделий — дверок, панелей, щитов и подрамников различного назначения. По углам рамки соединяются на шипах, скрепах (скобах), шурупах и шкантах. Пространство между брусками рамок заполняют сотовым заполнителем или филенками, выполненными из массива древесины, МДФ, облицованной фанеры, пластика или стекла. Филенки вставляют в четверть, в паз или крепят с двух сторон штапиками (раскладками) с соответствующим профилем. Штапики крепят шурупами или шпильками. Щитовые рамки изготовляют из ДСП или МДФ путем фрезерования или выпиливания в плите нужного просвета. Просветы так же, как и в брусковых рамках, заполняют филенками из различных материалов.
Рамки (рис. 7.14) изготовляют для рамочных и щитовых конструкций столярных изделий — дверок, панелей, щитов и подрамников различного назначения. По углам рамки соединяются на шипах, скрепах (скобах), шурупах и шкантах. Пространство между брусками рамок заполняют сотовым заполнителем или филенками, выполненными из массива древесины, МДФ, облицованной фанеры, пластика или стекла. Филенки вставляют в четверть, в паз или крепят с двух сторон штапиками (раскладками) с соответствующим профилем. Штапики крепят шурупами или шпильками. Щитовые рамки изготовляют из ДСП или МДФ путем фрезерования или выпиливания в плите нужного просвета. Просветы так же, как и в брусковых рамках, заполняют филенками из различных материалов.
Щиты изготовляют из массива, пустотелыми или из ламинированной ДСП (постформинга и софтформинга). Лучшими щитами для корпусной мебели можно считать «софт-рамки», выполненные из ламинированной ДСП толщиной 18 мм, которые можно использовать не только в качестве фасадных полотен мебели, но и для крышек офисных столов. Боковые стенки мебельных изделий также изготовляют из ДСП, облицованных шпоном или ламинированных.
…
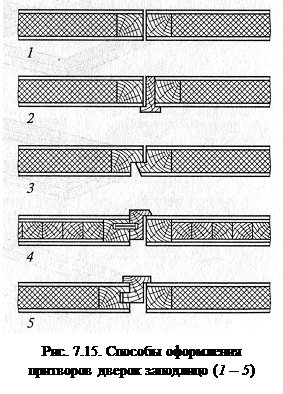 Корпуса мебели состоят из вертикальных и горизонтальных щитов, изготовленных в основном из ДСП и МДФ. В зависимости от расположения наружных вертикальных или горизонтальных стенок относительно друг друга корпуса могут быть с вертикальными или горизонтальными проходными стенками, а также комбинированными.
Корпуса мебели состоят из вертикальных и горизонтальных щитов, изготовленных в основном из ДСП и МДФ. В зависимости от расположения наружных вертикальных или горизонтальных стенок относительно друг друга корпуса могут быть с вертикальными или горизонтальными проходными стенками, а также комбинированными.
Неразборные соединения стенок корпусной мебели делают с помощью шкантов и клея, а разборные — с помощью стяжек, шурупов, винтов и шкантов.
Задние стенки корпусных изделий устанавливают в четверть, внакладку, в паз и крепят шурупами, скобками.
Мебельные двери в зависимости от способа их установки в мебельных изделиях могут быть распашными, раздвижными и откидными, а в зависимости от вида применяемых петель — съемными и несъемными.
Притворы мебельных дверей могут быть самых различных конструкций. Самым распространенным видом оформления притвора является «заподлицо» (рис. 7.15).
Раздвижные двери устанавливают на пластмассовых и металлических полозках, планках или рамках, в шкафах-купе; распашные — на петлях в платяных шкафах; откидные — на петлях с применением специальных петель и кулис, удерживающих их в горизонтальном положении.
Для фиксации откидных дверей в заданном положении применяют защелки, кулисные механизмы, замки и прочую мебельную фурнитуру.
Двери для кухонной мебели, мебельных горок, офисной мебели, а также школьной и под-ростковой мебели изготовляют из мебельных фасадов (софтформинга) (рис. 7.16).
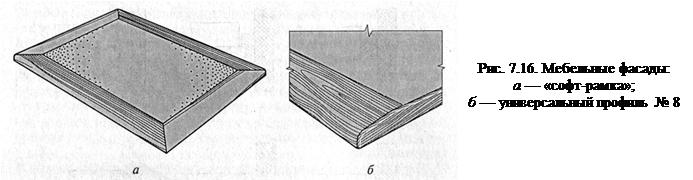
Ящики
или полуящики (рис. 7.17) состоят из четырех стенок — передней, задней, двух
боковых и дна. В настоящее время наиболее распространенными соединениями стенок ящиков являются соединения на шурупах и круглых шкантах (чаще на пластмассовых). Ранее широко применяли соединение на прямые открытые многократные шипы и шипы «ласточкин хвост» (трапециевидные). Стенки ящиков изготовляют из древесины хвойных и лиственных пород, ДСП и МДФ, а дно — из фанеры, ДСП или МДФ толщиной 3…5 мм.
Ящики перемещаются по направляющим (полозкам), которые крепятся к боковым щитам мебельных изделий. Направляющие для ящиков изготовляют из дерева, металла и пластмасс. Существует множество конструкций мебельных ящиков. Самой ходовой конструкцией ящика является ящик с металлическими уголками и роликами, перемещающимися по направляющим, которые также имеют ролики в своей передней части. Дно такого ящика крепится с боков уголками на шурупах, а передняя и задняя части дна — на скрепах или шпильках.
Полки играют важную роль в корпусной мебели, так как они предназначены для хранения домашней утвари — посуды, книг, белья, обуви и т. п. Поэтому при конструировании мебели следует учитывать, какие нагрузки должны выдерживать полки. От этого будет зависеть толщина
полок, вид материала, из которого они изготовлены, и применяемые полкодержатели. В качестве полкодержателей обычно используются деревянные бруски и уголки, пластмассовые или металлические втулки.
Столярные и гнуто-клееные полки делают выдвижными и стационарными. Выдвижные полки толщиной 5… 10 мм устанавливают в основном в шкафах для хранения белья. Они достаточно жестки и не изгибаются. Стационарные полки в процессе эксплуатации могут от нагрузки прогнуться, если их жесткость недостаточна. Стационарные полки изготовляют из ламинированной ДСП толщиной 16… 19 мм. Способы установки полок указаны на рис. 7.18.
Опорные коробки (рис. 7.19) состоят из четырех обвязочных деталей, соединенных на «ус», и четырех деревянных бобышек, установленных в углах коробок для увеличения прочности соединений. Бобышки крепятся к обвязке шурупами. Данные коробки применяют в изделиях корпусной и мягкой мебели. Обвязочные детали коробок могут быть соединены серединными соединениями. Такие коробки применяют в основном для изготовления изделий корпусной мебели. Опорные коробки применяются также и в диванах-кроватях, которые имеют дно для хранения постельных принадлежностей.
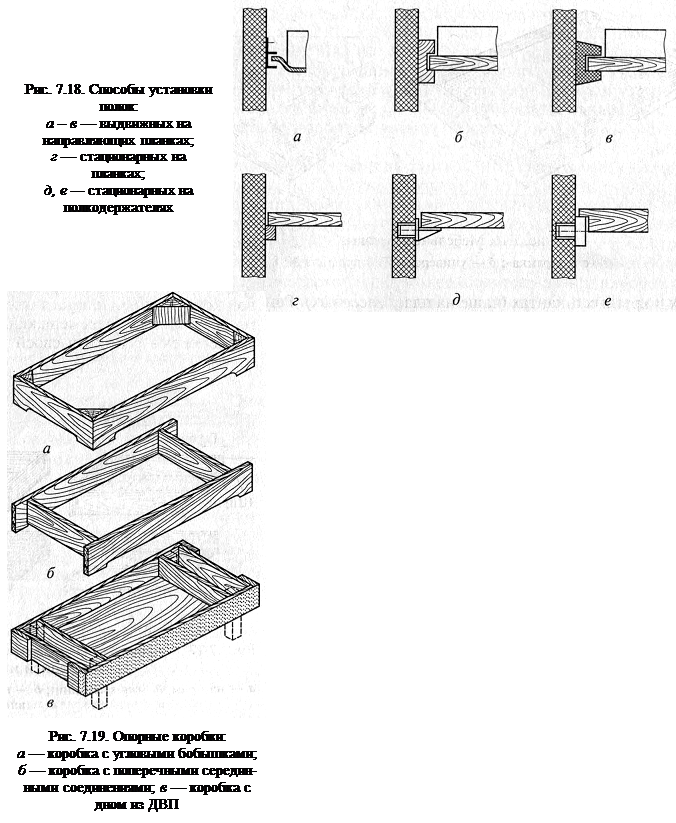
Опорные скамейки (рис. 7.20) изготовляют из древесины. Они состоят из четырех ножек, соединенных шиповыми соединениями. Ножки соединяют с царгами одинарным несквозным шипом, металлическими вставками или одинарным шипом, врезанным в дополнительный брусок, прикрепленный шурупами к царге.
Подсадные ножки изготовляют из древесины, металлических труб и пластмассы. Подсадные ножки в неразборных соединениях (рис. 7.21, а, б, в) крепят круглыми или плоскими шипами. Диаметр круглого шипа 25…30 мм, длина шипа вертикальных ножек должна быть не меньше диаметра наклонных. Подсадные ножки в разборных соединениях (рис. 7.21, г, д) крепят резьбовыми стяжками, состоящими из стержней с резьбой и металлических фланцев или гаек. В тех случаях, когда толщина элемента, к которому крепят ножку (основание мебели), меньше диаметра шипа, то на основание крепят дополнительно деревянную бобышку, что дает возможность увеличить длину шипа до требуемой.
§
Конструкции шкафов.Шкафы бывают секционные и универсально-сборные. В основе таких шкафов лежит один принцип: из отдельных секций и элементов компонуют шкафы различного функционального назначения.
Секционные шкафы используют как самостоятельные предметы, выполняющие отдельные функции, так и сблокированными в наборы (шкафы-стенки).
Шкафы-стенки односекционные и многосекционные по высоте изготовляют с разборными и неразборными корпусами. Корпуса секций изготовляют с вертикальными или горизонтальными проходными стенками. Горизонтальные проходные стенки не должны выступать за плоскость вертикальных боковых стенок, чтобы можно было блокировать изделия по ширине. При блокировании по высоте секции устанавливают одну на другую без дополнительных креплений.
Шкафы-стенки многосекционные по высоте изготовляют в основном с неразборными корпусами. Секции свободно устанавливают одну на другую без каких-либо креплений.
Разновидностью секционных шкафов являются однокорпусные шкафы, или шкафы-купе. Шкаф-купе — это пространство в квартире, огорожен ное раздвижными дверями от пола до потолка, которые и меют отличную внешнюю отделку и бесшумно скользят по направляющим от легкого прикосновения руки.
Универсально-сборные шкафы изготовляют в основном с вертикальными проходными стенками. Размеры шкафов увеличивают по ширине, добавляя конструктивные унифицированные элементы. Таким образом получают шкафы с отделениями различного функционального назначения без сдвоенных стенок. Универсально-сборные шкафы могут иметь и угловые отделения.
…
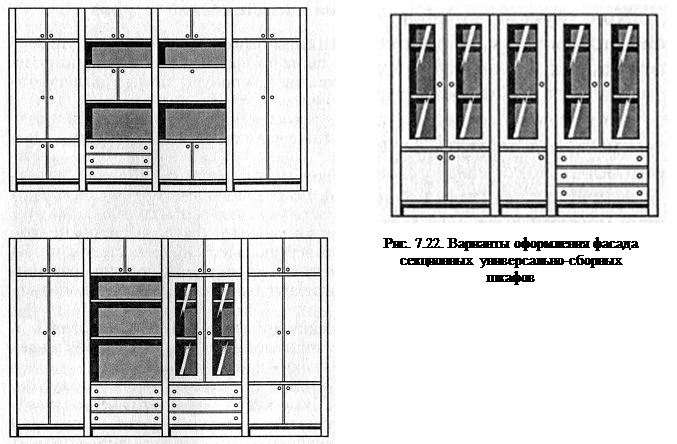 Секционные шкафы могут быть сблокированы с универсально-сборными. На рис. 7.22 показаны варианты оформления фасада секционных универсально-сборных шкафов. Количество таких вариантов может быть практически неограниченным.
Секционные шкафы могут быть сблокированы с универсально-сборными. На рис. 7.22 показаны варианты оформления фасада секционных универсально-сборных шкафов. Количество таких вариантов может быть практически неограниченным.
Фасадные поверхности универсально-сборных шкафов облицовывают шпоном и пленочными материалами, отделывают лаками, декорируют накладными элементами. Данные шкафы просты по устройству и изготовлению как в производственных, так и домашних условиях
Изготовление шкафов.Процесс изготовления секционных и универсально-сборных шкафов из ДСП и МДФ включает следующие основные операции: заготовку стенок, полок, дверей и других деталей из ламинированных или облицованных шпоном плит, разметку отверстий под шканты и стяжки, сборку корпуса «насухо», заготовку и предварительное крепление задней стенки, подгонку и навеску дверей, демонтаж (разборку) корпуса, отделку и сборку корпуса, навеску дверей на месте установки изделия, постановку фурнитуры, стягивание секций изделий, регулировку дверей петлями и по возможности, если отделка лаковая, дополнительную отделку поверхности специальными составами.
 Распашные двери на шкафы устанавливают на четырехшарнирные петли (рис. 7.23), позволяющие проводить фронтальное и боково е регулирование.
Распашные двери на шкафы устанавливают на четырехшарнирные петли (рис. 7.23), позволяющие проводить фронтальное и боково е регулирование.
После регулирования двери должны быть навешены ровно, открываться и закрываться свободно и не задевать стенки корпуса.
На рис. 7.24, а показана конструкция шкафа с одним отделе-
нием для платья и белья. Шкаф состоит из наружных вертикаль-
ных стенок, наружных горизонтальных проходных стенок, опор-
ной коробки, двух раздвижных дверей и задней стенки. Шкаф
оборудован штангой для плечиков и полкой для головных уборов.
Ширина шкафов, имеющих две двери, составляет 800… 1000 мм.
На рис. 7.24, б показана конструкция шкафа с двумя отделениями для платья и белья и антресольной надставкой. Шкаф состоит из наружных вертикальных стенок, внутренней вертикальной стенки, наружных горизонтальных стенок, задней стенки и опорной коробки. В отделении для белья установлены полуящики и полки, в отделении для платья — штанга для плечиков и полка для головных уборов. Шкаф имеет три распашные двери. На левой двери установлены: зеркало, галстукодержатель и лоток для хранения предметов туалета. На правой стороне располагаются: зонтодержатель и гнуто-клееный карман для хранения перчаток. Одна дверь рамочной конструкции снабжена зеркалом.
Антресольная надставка состоит из наружных проходных вертикальных стенок, внутренней вертикальной стенки, наружных горизонтальных стенок, задней стенки и трех распашных дверей. Антресольная подставка оборудована двумя стандартными полками.
Ширина трехдверных шкафов составляет 1200 … 1600 мм, их следует изготовлять только разборными.
Антресольные надставки могут быть разборными и неразборными.
На рис. 7.24, в показана конструкция шкафа с тремя отделениями для платья и белья и наружными ящиками. Шкаф состоит из вертикальных наружных стенок, двух
внутренних вертикальных стенок, наружных проходных горизонтальных стенок, задней стенки и опорной коробки. В отделениях для белья установлены полки. В левое отделение вставляют подставку для обуви. В отделении для платья расположена штанга для плечиков, в правом отделении — наружные ящики. Шкаф имеет четыре распашные двери. На дверях установлены зеркало, лоток для хранения предметов туалета и галстукодержатель. Ширина четырехдверных шкафов составляет 1600… 2000 мм. Такие шкафы изготовляют разборными.
Процесс изготовления однокорпусных шкафов для платья и белья аналогичен изготовлению секционных шкафов.
При изготовлении шкафа-купе начинать надо с выбора места, где он будет находиться: высоты и ширины этого места, состояния пола, потолка, стен, всего, к чему будут крепиться элементы конструкции шкафа. Основания для крепления направляющих профилей, как верхних, так и нижних, должны быть жесткими и параллельными между собой.
Параллельность пола и потолка проверяют обычными замерами, но лучше всего сделать это по диагонали — от верхнего левого до нижнего правого углов и наоборот. Вертикальность проверяется простыми отвесами. В процессе подготовительной работы очень важно обозначить исходные точки, где будут места фиксации верхнего и нижнего направляющих профилей, левой и правой боковых панелей (рис. 7.25).
После разметки места установки приступают к подбору материала для изготовления шкафа-купе. Основными деталями в конструкции шкафов-купе являются дверные полотна, которые должны быть выполнены на довольно высоком технологическом уровне, а самое главное, не должны коробиться. Лучшими являются полотна из ламинированной ДСП или крашеной МДФ толщиной 16 мм. Кроме дверных полотен для изготовления шкафов-купе необходимы плашки с ходовыми роликами, профили к ним и прочие материалы, которые всегда можно найти на рынках
строительных материалов.
Ширина полотен шкафа зависит от его ширины, но с одной конструктивной особенностью. Если, допустим, ширина проема будущего шкафа равна одному метру, то при ширине одного полотна 500 мм ширина другого должна быть 550 мм. Это обеспечит нахлест полотен при закрывании шкафа. Если ширина проема два метра, то шкаф лучше поделить на две секции и для каждой изготовить или приобрести по два полотна соответственно 500 и 550 мм.
Плашка с ходовым роликом представляет собой пластмассовую или металлическую конструкцию, в нижней части которой находится ось с насаженным на нее ходовым роликом из пластика. Плашка имеет отверстия для крепления ее шурупами к дверному полотну. Ходовой ролик должен выступать за нижнюю кромку плашки не менее чем на 8… 10 мм. Плашка крепится к полотну изнутри так, как показано на рис. 7.26. Высота крепления зависит от двух условий: в паз направляющего профиля ходовой ролик должен уйти на 5 мм; нижняя кромка дверного полотна должна быть приподнята над уровнем пола на 20…25 мм, включая толщину прокладки под нижний профиль. С учетом этих двух условий делают разметку места крепления плашки, затем на дверных полотнах закрепляют по две плашки, отступая от крайней вертикальной кромки дверного
полотна на 20 мм.
Нижний и верхний направляющие профили предназначены для передвижения по ним пра-
вого и левого дверных полотен.
Форма направляющих профилей показана на рис. 7.27. Данные профили изготовляют из пластмассы или металла (алюминия).
Профили крепятся шурупами к нижней (на полу) и верхней (на потолке) прокладкам, уста-
новленным на дюбелях.
Прокладки имеют толщину, равную толщине дверных полотен (16 мм), и могут быть изготовлены из того же материала, что и дверные полотна, и желательно с отделанной передней кромкой.
Боковые панели шкафа-купе изготовляют также из ламинированной ДСП или крашеной МДФ. Крепятся панели шурупами к брускам, установленным впритык к нижним и верхним прокладкам длиной, равной глубине шкафа.
 Поперечные бруски могут быть изготовлены из сосны, так как они будут полностью закрыты боковыми панелями на всю ширину шкафа.
Поперечные бруски могут быть изготовлены из сосны, так как они будут полностью закрыты боковыми панелями на всю ширину шкафа.
Данную конструкцию шкафа можно рекомендовать для невысоких помещений с высотой потолка до 2,7 м.
В местах прилегания полотен к боковым панелям можно предусмотреть тонкие резиновые прокладки для звукоизоляции при резком открывании дверного полотна.
Верхний н аправляющий профиль закрывается декоративной планкой шириной 60 мм. Схема установки шкафа-купе показана на рис. 7.28. Двери можно оснастить круглыми ручками с углублением для удобства пользования шкафом-купе.
Внутреннюю планировку шкафа можно сделать с различными вариантами: с полками для белья, со штангой для одежды, с ящиками и без них.
Если высота помещения 3 м и более, то шкаф можно сделать двух- и трехступенчатым — с нижней тумбой и антресолью с раздвижными дверками. Тогда конструктивно такие шкафы будут аналогичны передвижным универсально-сборным, но иметь не распашные, а раздвижные двери, что характерно для шкафов-купе.
В настоящее время широкое применение получили шкафы-купе, которые предназначены для прихожих, гостиных, спальных, детских и кабинетных комнат. Детали шкафов-купе изготовляют по индивидуальным заказам на автоматизированном промышленном оборудовании, что исключает необходимость подгонки на месте и сокращает время монтажа.
 На рис. 7.29 показан шкаф-купе как один из вариантов для прихожей с дверями «Рельеф»[13], что придает шкафу истинно классический внешний вид. Внутренние светильники шкафа-купе облегчают поиск нужных вещей. На зеркало шкафа наносится специальная армирующая пленка безопасности, благодаря чему зеркальная поверхность даже в случае повреждения не распадется на ранящие осколки, а лишь трескается.
На рис. 7.29 показан шкаф-купе как один из вариантов для прихожей с дверями «Рельеф»[13], что придает шкафу истинно классический внешний вид. Внутренние светильники шкафа-купе облегчают поиск нужных вещей. На зеркало шкафа наносится специальная армирующая пленка безопасности, благодаря чему зеркальная поверхность даже в случае повреждения не распадется на ранящие осколки, а лишь трескается.
Как пример шкафа для многофункционального назначения можно предложить конструкцию шкафа «Комплимент» шведской фирмы «Икеа» (рис. 7.30). Каркас шкафа отделан меламином под березу, вертикальные проходные стенки сдвоены и стянуты между собой. Стенка шкафа изготовлена из массива березы и березового шпона (полки). В состав шкафа входят: полки обычные и для обуви, штанги для одежды, выдвижные полки и разделители для них, вешалка для брюк, проволочные полки и корзины, ящики деревянные и пластмассовые с крышками, мешки для белья. Шкаф имеет внутреннее освещение.
Не отстают от зарубежных и отечественные производители: фабрики МООН, «Модерн», «Аллегро-классика», «Добрый стиль», «Экомебель», производственная компания «Дятьково». Последняя является гордостью отечественной мебельной индустрии. Совсем недавно эта компания разработала и стала производить для россиян так называемый «бесконечный» шкаф, не имеющий аналогов в мире, который позволяет полностью обустроить любой интерьер от прихожей до спальни, детской и гостиной, сохранив полезную площадь и освободив жизненное пространство. При этом внутренняя полезная площадь этого «бесконечного шкафа» в пять раз превышает его линейный объем и позволяет без проблем разместить всю (без исключения) домашнюю утварь: одежду, посуду, книги и т.п. Сочетание открытых и закрытых модулей, матового стекла, металла и ламината, тонированного под натуральный бук, превращает любую квартиру в стильные апартаменты.
§
Обеденные столы по конструкции могут быть складными, раздвижными, на колесиках, с ящиками, выдвижными столешницами и т.д.
Обеденные столы конструируют нетрансформируемыми (нераздвижными) и трансформируемыми (раздвижными). Обеденный стол состоит из столешницы, подстолья и вкладного элемента (если стол раздвижной). Столешницы изготовляют из древесностружечных плит толщиной 16… 19 мм и облицовывают шпоном, пленками или пластиком. Если столешница изготовлена из массива древесины, то ее поверхность можно покрыть лаком. Габаритные размеры столешницы определяются количеством посадочных мест. Размеры посадочного места по длине (ширине) столешницы составляют 500…600 мм, по глубине — не менее 325 мм. По форме столешниц обеденные столы бывают квадратными, прямоугольными, круглыми и овальными. Если длина столешницы раздвижного стола до трансформации 1100… 1300 мм, то количество посадочных мест при установке трех вкладных элементов увеличивается на шесть. Схемы
трансформации столешниц обеденных столов показаны на рис. 7.31.
Подстолье стола — это деревянная опора, состоящая их четырех ножек и соединяющих их брусков (царг). Для соединения составных частей подстолья применяют фурнитуру и стандартные крепежные детали. Верхняя часть подстолья, где находятся царги, называется царговым поясом. Царговый пояс может быть столярным, гнуто-клееным или гнуто-пропиленным; в нем располагают трансформирующие устройства, ящики и полки.
…
Ножки и царги изготовляют из древесины хвойных пород или древесно-стружечных плит, облицованных шпоном из твердолиственных пород или окрашенных.
По форме ножки столов могут быть квадратными, прямоугольными и круглыми. Размеры квадратных ножек в сечении должны быть не менее 52 х 52 мм, прямоугольных — 60 х 44 мм, круглых — 52 мм. Ширина царг 90… 100 мм, толщина 19 мм.
Царги между собой и ножки с царгами соединяют стяжками, состоящими из винтов, гайками, деревянными или металлическими бобышками, а также шипами. Наиболее прочным и жестким соединением царг с ножками является соединение на шип прямой закрытый, поэтому оно рекомендуется для обеденных раздвижных и нераздвижных столов всех размеров. Для крепления ножек в столах с гнуто-клееным царговым поясом используют стандартные гайки и винты.
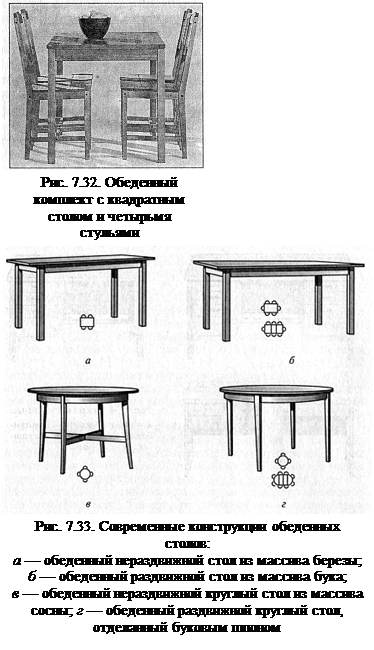 В столах с нераздвижным подстольем и раздвижными столешницами после трансформации размер столешницы увеличивается на один вкладной элемент шириной 500…600 мм.
В столах с нераздвижным подстольем и раздвижными столешницами после трансформации размер столешницы увеличивается на один вкладной элемент шириной 500…600 мм.
Длина столешницы до трансформации 800… 1200 мм, диаметр круглой столешницы 800… 1000 мм. Высота обеденных столов 730…740 мм.
В столах с раздвижным подстольем и раздвижными столешницами после трансформации размер столешницы можно увеличить на один, два и три вкладных элемента, каждый шириной не менее 500 мм.
На рис. 7.32 показан обеденный комплект с квадратной столешницей и четырьмя стульями. Стол изготовлен из массива сосны. Габаритные размеры столешницы 750 х 750 х 30 мм. Ножки имеют сечение 35 х 50 мм и высоту 700 мм. Размер царг по высоте 100 мм, а по толщине 25 мм. Стол разборной конструкции; царги соединены с ножками на стяжных евровинтах. При неразборной конструкции их соединяют на шип прямой с полупотемком. Высота стола 730 мм. Поверхность стола покрывается морилкой соответствующего цвета и лаком.
На рис. 7.33 представлены следующие конструкции современных обеденных столов:
- обеденный нераздвижной стол из массива березы, рассчитанный на четыре места; габаритные размеры столешницы 740 х 1350 мм, высота стола 740 мм (см. рис. 7.33, а);
- обеденный раздвижной стол из массива бука с вкладным элементом; в неразборном состоянии столешница имеет габаритные размеры 1000 х 1550 мм, а с вкладным элементом — 1000 х 2000 мм;
- высота стола 750 мм; стол рассчитан на 6…8 мест; отделка стола масляная или лаковая (см. рис. 7.33, б);
- обеденный нераздвижной круглый стол из массива сосны; диаметр 1005 мм, толщина 26 мм, высота стола 750 мм; отделка коричневой (ореховой) морилкой и лаком; царги гнуто-клееные закрытого контура, склеенные из шпона или фанеры; ножки крепят к царгам специальными евро-винтами или стяжками; стол рассчитан на четыре посадочных места (см. рис. 7.33, в);
- обеденный раздвижной круглый стол диаметром 1170 мм; в комплекте стола имеются две дополнительные столешницы, отделанные буковым шпоном; высота стола 730 мм; отделка лаковая; рассчитан на четыре (если не раздвинут) и восемь (если раздвинут) посадочных мест (см. рис. 7.33, г).
Письменные столы могут быть двухтумбовыми и однотумбовыми, а также с выдвижными ящиками для бумаг и письменных принадлежностей (рис. 7.34, а, б, в). В состав письменных столов с тумбами входят столешница, подстолье, задняя панель и тумбы с ящиками.
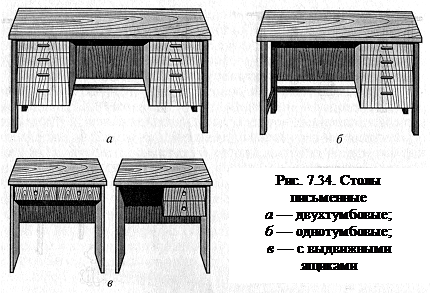 Габаритные размеры столешниц письменных столов двухтумбовых — 700 х 1400 мм, однотумбовых — 600 х 1000 мм. Столешницы изготовляют из ламинированных древесно-стружечных плит. Толщина столешниц 20…30 мм. Крепят их к подстолью на шкантах (круглых шипах) или пластмассовых уголках на шурупах.
Габаритные размеры столешниц письменных столов двухтумбовых — 700 х 1400 мм, однотумбовых — 600 х 1000 мм. Столешницы изготовляют из ламинированных древесно-стружечных плит. Толщина столешниц 20…30 мм. Крепят их к подстолью на шкантах (круглых шипах) или пластмассовых уголках на шурупах.
Подстолье письменных с толов изготовляют из массива древесины. Оно состоит из четырех ножек, царг, боковых и средней проножек. Ширина деталей подстолья 60 мм, толщина 25… 30 мм. Высота письменных столов 730…740 мм. Детали подстолья соединяют шипами на клею. Заднюю панель, если она нужна, изготовляют из ДСП или окрашенной МДФ и крепят ее к задним ножкам стола. Если стол ставится к стене, заднюю панель можно не ставить.
Тумбы столов оборудуют ящиками различного назначения, но все они должны быть удобны в работе и легко выдвигаться (лучше на роликах).
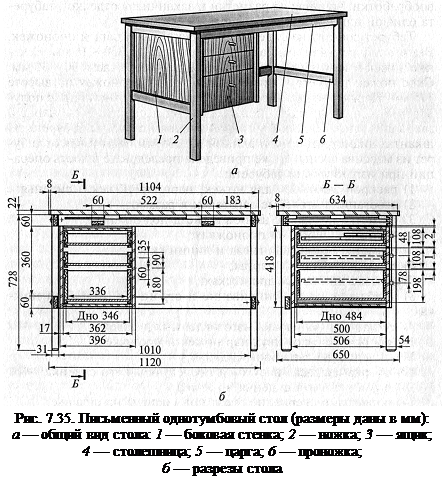 Стенки тумб изготовляют из ДСП. Соединения стенок — неразборные, на шкантах с клеем. Заднюю стенку тумбы делают накладной из облицованной шпоном фанеры или МДФ.
Стенки тумб изготовляют из ДСП. Соединения стенок — неразборные, на шкантах с клеем. Заднюю стенку тумбы делают накладной из облицованной шпоном фанеры или МДФ.
Размеры ящиков и их конструкции рассчитывают по габаритным размерам предметов, которые будут в них находиться.
Тумбы, оборудованные полками, а не ящиками, имеют распашные или раздвижные, открывающиеся в верх или вниз двери. По использованию они менее удобные, чем тумбы с ящиками.
На рис. 7.35 представлен несложный по конструкции и удобный в пользовании однотумбовый стол, изготовленный из древесно-стружечных ламинированных плит и брусков. Габаритные размеры столешницы 650 х 1120 х 22 мм. Высота стола 750 мм. Ножки имеют сечение 31 х 54 мм, высоту 728 мм. Тумба с тремя ящиками закреплена шурупами к царгам и проножкам, но ее можно сделать подвесной при условии, если каркас стола металлический.
Табуреты различных конструкций широко применяются как в квартирах городского типа, так и на дачах. Эти несложные по устройству столярные изделия имеют различную форму сиденья и ножек. Иногда на ножках делают резьбу, а в некоторых случаях, если есть токарный станок, ножки вытачивают. Это придает изделиям более привлекательный декоративный вид. Если сиденье выполнить с элементами мозаики или выжигания, то это изделие можно отнести к художественному.
Табуреты изготовляют в основном из древесины хвойных пород, а некоторые — из облицованной пластиком ДСП (сиденья) и твердолиственных пород (ножки). Крепление ножек к сиденью осуществляется с помощью металлических фланцев, закрепленных шурупами к сиденью, в которые ножки ввертываются на винтах. Такие табуреты чаще всего используют на кухнях. Широкое применение в настоящее время получили табуреты с мягкими сиденьями из поролона, обтянутые искусственными обивочными материалами (банкетки). Ножки для подобных табуретов делают точеными из древесины березы или бука и покрывают нитролаком. Крепят ножки на круглых шипах к бобышкам на клею. Бобышки можно выполнять из отходов клееной фанеры толщиной 10… 12 мм. Для жесткости ножки между собой соединяют круглыми проножками диаметром 18 мм, для которых высверливают отверстия в ножках и закрепляют на клею. Высота подобных табуретов 430…440 мм. Габаритные размеры сиденья, выполненного из необлицован- ной ДСП, 320 х 320 мм. Острые углы табурета скруглены. Ножки табурета конусные, имеют диаметр 35 мм, основание ножек 25 мм. Проножки табурета располагают на разных уровнях ножек — нижние на высоте 200 мм, а верхние — 250 мм от основания ножек, чтобы не ослабить сечение ножек при встречных отверстиях для проножек.
Самым простым в изготовлении и удобным в использовании на даче является табурет с квадратным сиденьем (рис. 7.36). На примере этого изделия можно изучить основные операции деревообработки, начиная от разметки и заканчивая отделкой табурета олифой или прозрачным лаком.
Табурет состоит из сиденья, четырех ножек, царг и проножек. Высота табурета 450 мм. Размеры сиденья 350 х 350 х 16 мм. Сечение ножек в верхней части 40 х 40 мм, в нижней части 30 х 30 мм. Скос ножек табурета к низу начинается от проножек на высоте 175 мм. Царги с ножками соединяются на несквозной шип с полупотемком, а проножки с ножками — на несквозной одинарный закрытый шип. Сиденье устанавливается на каркас табурета на шкантах диаметром 8 мм и длиной 30… 35 мм. Изготовляют табурет из массива сосны. Ниже приведена последовательность операций при изготовлении табурета:
1) раскрой заготовок для ножек, царг, проножек и сиденья;
2) строгание и пиление заготовок в размер;
3) разметка на царгах шипов и гнезд под шканты;
4) разметка шипов на проножках;
5) разметка на ножках гнезд и линий скоса;
6) зарезка шипов на царгах;
7) зарезка шипов на проножках;
8) долбление гнезд, спиливание и строгание скосов на ножках;
9) зачистка и шлифовка изготовленных деталей;
10)  сборка «насухо» двух пар ножек и проножек;
сборка «насухо» двух пар ножек и проножек;
11) склеивание заготовок сиденья;
12) сборка каркаса «насухо» и последующая его склейка;
13) разметка щита сиденья в размер;
14) разметка и сверление гнезд под шканты на сиденье;
15) разметка и закругление углов и кромок сиденья;
16) торцевание каркаса и установка сиденья на шкантах (круглых шипах);
17) зачистка табурета и приклеивание сиденья к каркасу;
18) снятие фасок на концах ножек;
19) проверка качества изделия и сдача его мастеру производственного обучения.
Большим преимуществом обладает табурет, выполненный из березового шпона: он легко штабелируется и может иногда заменить журнальный столик (рис. 7.37).
Конструкции офисной мебели
 Офисная мебель, выпускаемая ведущими российскими и зарубежными производителями, весьма разнообразна как по композиции, так и по отделке. В комплект офисной мебели входят шкафы, стол руководителя с приставными секторами, стулья, кресла, компьютерные столы, офисные перегородки и прочие аксессуары.
Офисная мебель, выпускаемая ведущими российскими и зарубежными производителями, весьма разнообразна как по композиции, так и по отделке. В комплект офисной мебели входят шкафы, стол руководителя с приставными секторами, стулья, кресла, компьютерные столы, офисные перегородки и прочие аксессуары.
Набор офисной мебели «Этюд», выпускаемый отечественной фабрикой ООО «Ксения-мебель» (рис. 7.38), изготовлен из ламинированной ДСП. Толщина столешниц и полок шкафов 22 мм; стекла дверей тонированы; торцы столешниц и остальной мебели покрыты противоударным кантом толщиной 2 мм (ПВХ); крепление панелей производится с помощью евровинтов, а также эксцентриковых и муфтовых стяжек (Италия); мебель «Этюд» имеет цвет «миланский орех».
Фабрика ООО «Ксения-мебель» в широком ассортименте производит также офисную мебель на металлокаркасе с защитными экранами.
Несомненным лидером отечественного производства является мебельный комбинат «Сторосс» (Москва), выпускающий офисную мебель «Престиж», «Зевс», «Мастер», «Талант» и др. Столы руководителя имеют различные формы и размеры и сочетаются с приставными столами-секторами.
 Офисная мебель «Виртуоз» (рис. 7.39) мебельного объединения NOVA (Российская Федерация) изготовлена по итальянским стандартам качества. Продуманный дизайн располагает к приятной и успешной работе.
Офисная мебель «Виртуоз» (рис. 7.39) мебельного объединения NOVA (Российская Федерация) изготовлена по итальянским стандартам качества. Продуманный дизайн располагает к приятной и успешной работе.
Контрольные вопросы
1. Каковы основные части шкафов для платья и белья? Как они соединяются между собой?
2. Как комплектуют секционные шкафы-стенки?
3. На каких петлях устанавливают (навешивают) шкафные и антресольные двери?
4. Как устроен шкаф-купе для прихожих в квартире?
5. Каковы основные конструкции обеденных столов?
6. Какие бывают виды письменных столов и как они устроены?
7. Из каких частей состоит простой табурет и как они соединяются между собой?
8. Каковы назначение и виды офисной мебели?
§
Виды и организационные формы сборки
Сборка — это соединение деталей и сборочных единиц в столярное или мебельное изделие.
Деталь — это изделие, выполненное из однородного по наименованию и марке материала без применения сборочных операций. Деталью, например, могут быть брусок, формы и размеры которого заданы чертежом, а также изделия, изготовленные из одного куска материала с применением местной склейки, сбивки и т.д.
Сборочная единица — это изделие, составные части которого соединяют на предприятии-изготовителе путем свинчивания, склеивания и др. Сборочной единицей могут быть дверная или оконная коробка, ящик, дверь шкафа. В сборочную единицу входят детали, другие сборочные единицы и покупные изделия, т.е. не изготовляемые на данном предприятии, а получаемые им в готовом виде. Изделие в целом, например дверной блок, сервант, также является сборочной единицей.
После сборки в необходимых случаях предусматривают обработку сборочных единиц. Общая схема сборки столярных и мебельных изделий показана на рис. 8.1.
К технологическому процессу сборки относятся также операции, связанные с проверкой работы всех составных частей изделия.
При сборке дверных и оконных блоков на предприятии выполняют общую сборку изделий. При сборке мебели на предприятии выполняют только узловую сборку, общую сборку осуществляют у потребителя. Общую сборку на предприятии применяют выборочно для контроля, например собирают каждое 50-е изделие. Организация сборки мебели зависит от количества выпускаемой продукции.
…
Существует несколько видов производств по сборке столярных и мебельных изделий: единичное, серийное и массовое.
В условиях единичного производства (выпуск единичных экземпляров мебели) при сборке последовательно соединяют входящие в изделие детали и сборочные единицы на одном рабочем месте. Такая сборка характеризуется применением универсальных приспособлений, соответствующих измерительных инструментов, подгоночными работами (подстрагивание, подпиливание, зачистка), отсутствием взаимозаменяемости деталей и сборочных единиц. Сборку изделий в условиях единичного производства выполняют дважды. Сначала производят предварительную сборку, называемую сборкой «насухо» без нанесения клея. При сборке «насухо» изделие собирают, подгоняя все его части. Затем изделие разбирают, при необходимости отделывают и окончательно собирают. Цикл такой сборки трудоемок и весьма продолжителен, требует значительных площадей, поэтому такой метод сборки применяют только при выпуске
небольших количеств изделий, а также в учебных мастерских.
В условиях серийного производства отдельные сборочные единицы собирают на нескольких рабочих местах.
Организационные формы сборки в серийном производстве зависят от величины серий и периодичности их чередования. При выпуске изделий небольшими сериями способ сборки аналогичен сборке в условиях единичного производства. При этом для сборки используют только различные приспособления.
Однако в большинстве случаев при сборке в условиях серийного производства широко применяют специализированные приспособления (стапели, станки). В то же время при необходимости выполняют и подгоночные работы.
Сборку в условиях массового производства выполняют на конвейерах на специализированных рабочих местах, последовательно расположенных вдоль конвейера. В этих случаях каждый рабочий выполняет лишь определенные, постоянно повторяющиеся операции.
Одно из основных условий сборки в массовом производстве — полная взаимозаменяемость, обеспечивающая сборку изделий с заданной точностью и без дополнительной подгонки.
При организации сборки изделий в массовом производстве в некоторых случаях предусматривают и серийную сборку отдельных частей, например, на участках декорирования мебели накладными профилями, декоративной обивки мебели и т.п.
Независимо от вида производства (единичное, серийное, массовое) при организации технологического процесса сборку большинства сборочных единиц необходимо осуществлять независимо одна от другой. Чем больше деталей и покупных изделий может быть предварительно объединено в сборочные единицы, тем технологичнее будет сборка.
Узловая сборка
Сборка мебельных изделий.Узловая сборка мебельных изделий заключается в сборке и обработке рамок и коробок. Детали рамок и коробок соединяют на плоских или круглых вставных шипах с клеем.
Процесс сборки вручную состоит из следующих операций: нанесение клея на поверхности шипов и проушин или гнезд, вставка шипов в проушины или гнезда, сколачивание и обжатие собираемого изделия, удаление подтеков клея тампоном. В зависимости от конструкции изделия в процессе сборки могут устанавливаться филенки и дно ящиков.
При сборке изделий вручную столяр на своем рабочем месте после нанесения клея на поверхности шипов и проушин или гнезд сколачивает собираемое изделие ударами молотка по деревянному бруску, подкладываемому под боек молотка, чтобы не испортить изделия. Обжимают изделия при сборке вручную в струбцинах.
После обжатия парными или одинарными линейками проверяют правильность сборки изделий по диагонали, а также крыловатость (изменение формы) изделий на глаз. Затем с изделий снимают потеки клея и выдерживают изделия до последующей обработки.
При механизирован ной сборке рамок и коробок на предприятиях применяют гидравлические и пневматические ваймы. Пример конструкции пневматической ваймы приведен на рис. 8.2, а. На станине 5 ваймы укреплены панель с пневмооборудованием 6 и поперечные связи 3, к которым крепятся пневмоцилиндры 2 и упоры 4. Изделия обжимаются между упорами и подвижными прижимами 1 пневмоцилиндров.
При сборке изделий, требующих обжатия в одном направлении (рис. 8.2, б), включаются три пневмоцилиндра и обжимают рамки с силой Р1, затем — с силой Р2 для выравнивания рамки в угол. При сборке изделий, требующих обжатия в двух направлениях (рис. 8.2, в, г), последовательно обжимают изделия сначала с силой Р1, затем с силой Р2. Давление при обжатии в станках составляет: для изделий, собираемых на круглых вставных шипах (шкантах) — 0,05…0,1, на ящичных шипах — 0,5…0,6 МПа.
Изделие выдерживают в станке в обжатом состоянии 1… 2 мин, затем вынимают из станка, очищают от подтеков клея и выдерживают в условиях цеха.
Правильность сборки по диагонали при обжатии в станках контролируется выборочно, так как станки обеспечивают достаточную точность сборки изделий.
При сборке изделий на станках рабочий после нанесения клея на поверхности шипов и проушин или гнезд вставляет (наживляет) шипы в проушины или гнезда и укладывает собираемое изделие в станок. В некоторых конструкциях вайм имеются специальные устройства, определяющие взаимное расположение деталей сборки с тем, чтобы шипы попадали в гнезда или проушины без предварительного наживления.
Сборка столярных изделий.Для сборки оконных переплетов, а также оконных и дверных коробок применяют специальные ваймы ВГО-2 и ВГК-2, которые по принципу действия сходны с ваймой, изображенной на рис. 8.2. На ваймах можно собирать переплеты длиной 540… 1925 мм и шириной 390…740 мм; коробки длиной 600…2360 мм, шириной 600… 1610 мм. Ваймы ВГК-2 имеют фиксаторы, исключающие предварительное наживление шипов в проушины и гнезда.
Перед сборкой в деталях переплетов и коробок выбирают пазы и гнезда для установки петель, замков, заверток. Шаблоны для разметки гнезд под петли различных видов изготовляют в виде основания из твердых пород, на котором установлены упор и параллельно ему вставные острые ножи. Детали плотно укладывают к упору на ножи и ударом киянки набивают риски от ножей.
Шаблоны для разметки гнезд под замки состоят из основания (твердой древесины с контуром гнезда) и щечек (из твердой ДВП). Шаблон устанавливается на кромку изделия, и контуры гнезда обводятся карандашом. Выборку пазов производят на цепно-долбежных и сверлильно-пазовальных станках или ручным инструментом с применением стальных шаблонов или без них по предварительной разметке по шаблону из древесины и древесных материалов.
После сборки оконные блоки поступают на механическую обработку, предусмотренную конструкторской документацией. Сборочные единицы проходят обработку на фрезерных станках с использованием шаблонов.
Шаблоны для обработки сборочных единиц применяют в основном при фрезеровании по контуру фальцев и пазов оконных переплетов, форточек и других изделий. Они состоят из основания, опорных брусков и прижимного винтового приспособления. Переплет помещают в шаблон, зажимают его прижимом и затем надвигают на фрезу.
Общая сборка
На общую сборку поступают предварительно собранные сборочные единицы, детали. Их виды и назначение определяются конструкцией изделия. Например, на общую сборку дверных и оконных блоков поступают дверные и оконные коробки, дверные полотна и оконные створки; на общую сборку корпусной мебели поступают стенки корпуса, двери, опоры, ящики и полуящики, полки, фурнитура. На общую сборку стульев поступают остов и обитые тканью сиденья и спинка. Если конструкция стульев предусматривает обивку остова после их сборки и отделки, то на общую сборку поступают пружины, настилочные и обойные материалы. Общая сборка стульев такой конструкции состоит в основном из обойных работ и осуществляется в обойном цехе, куда поставляется готовый остов.
Общая сборка дверных и оконных блоков состоит в основном в установке петель, замков, заверток и другой фурнитуры, сборки спаренных переплетов оконных створок, навески дверных полотен и оконных переплетов. Общую сборку дверных и оконных блоков производят на рабочих конвейерах.
Общая сборка корпусных мебельных изделий включает сборку корпуса, установку опор, навеску и регулировку дверей, установку комплектующих изделий (полки, ящики, полуящики) и фурнитуры. Такую сборку выполняют в стапеле или на конвейере.
При сборке в стапеле обеспечиваются фиксирование деталей и сборочных единиц в нужном положении и обжим корпуса.
В начальном положении стапеля, обычно вертикальном, по фиксаторам устанавливают вертикальные и горизонтальные стенки корпуса. К нижней горизонтальной стенке предварительно прикрепляют опорную скамейку или коробку. Если опорами служат подсадные съемные ножки, их устанавливают у потребителя.
После установки стенок включением пневмоприжимов обжимают корпус, затем стягивают стенки мебельными стяжками и включением пневмоцилиндра переводят стапель в горизонтальное положение для установки задней стенки. Закрепив заднюю стенку шурупами, включением пневмоцилиндра переводят стапель в вертикальное положение. Затем отключают пневмоприжимы, вынимают корпус из стапеля и передвигают его на неприводной или приводной сборочный конвейер для навески дверей.
Применение стапеля облегчает сборку и в некоторых случаях повышает производительность труда. Однако при сборке технологичных (с точки зрения сборки), а также небольших по размерам изделий время сборки корпуса в стапеле может оказаться больше, чем без него. В этом случае корпус собирают на приводном (движущемся) конвейере.
Технологический процесс общей сборки изделий можно подразделить на три стадии: предварительная, основная и окончательная.
1. Для предварительной сборки детали поступают с промежуточного склада. На рабочих местах около приводного конвейера на щиты крепят лицевую и крепежную фурнитуру (замки, защелки, остановы, петли четырехшарнирные), собирают узлы (соединяют боковую стенку с дверью, крепят полозки, подполочные планки).
2. Основная сборка производится на сборочных станках из деталей и узлов, поступающих с предварительной сборки: собирается каркас изделия, крепятся зеркало и задняя стенка.
3. Окончательная сборка проходит на приводном конвейере и включает крепление ручек, установку заглушин, штанг, стекол, проверку работы фурнитуры, комплектование изделий полками, ящиками, освежевку отделанной поверхности шкафов.
Рабочие места при такой сборке располагаются с обеих сторон конвейера, на который подают детали и сборочные единицы. Для сборки высоких изделий около конвейера под ноги рабочих устанавливают подставки и скамейки. Изделия, подвергаемые общей сборке на приводном конвейере, должны быть технологичны (с точки зрения сборки).
В конструкциях изделий, собираемых на конвейере, иногда предусматривают дополнительные конструктивные элементы, которые не несут при эксплуатации изделий никаких функций, а применяются только в целях обеспечения удобства и технологичности сборки.
Сборку мебели для сидения и лежания (диван-кровати, кресла-кровати) выполняют на приводных конвейерах. При сборке диванов-кроватей мягкие элементы сиденья и спинки укладывают лицевой стороной на конвейер. Затем к рамкам оснований сиденья и спинки крепят шурупами механизм для трансформирования. После проверки работы механизмов трансформации изделие поступает на упаковку.
При доставке диванов-кроватей потребителю в разобранном виде механизмы трансформации и подлокотники не устанавливаются, а для их установки просверливаются отверстия под шурупы и винты по шаблону. Сиденья и спинки во время транспортирования соединяются между собой прочной тканью и скобами.
Сиденья и спинки упаковывают в пачки по 5… 10 шт. Подлокотники, механизмы трансформации и крепежные детали (шурупы, винты) упаковывают в отдельные пакеты и укладывают в опорные коробки.
Аналогичной является последовательность сборки кресел-кроватей, которая зависит от применяемых в конструкции изделий трансформирующих устройств. Сиденья, спинки, подлокотники упаковывают в полиэтиленовую пленку и картонные коробки.
Процесс общей сборки кресел и стульев включает, по существу, операции вставки поступивших из обойного цеха сиденья и спинки и крепления их к каркасу. Сборка производится на рабочих местах, к которым подаются каркас, сиденье и спинка стула.
Конструкция столярно-мебельных изделий должна обеспечивать полную взаимозаменяемость входящих в изделие деталей и сборочных единиц. Продолжительность выполняемых рабочими операций должна быть равна ритму конвейера.
Точность сборки
Величина погрешностей, возникающих в процессе сборки, зависит от точности работы сборочных приспособлений, величины давления обжима и других факторов.
Наибольшая прочность достигается при сборке в ваймах. Применение в ваймах жестких упоров или приспособлений, вкладываемых, например, в просвет рамки или коробки при их обжатии, позволяет производить сборку с высокой точностью.
При сборке необходимо обеспечить в струбцинах равномерный обжим собираемого изделия. При неравномерном обжиме в местах соединений может произойти смятие древесины.
На практике сборка изделий, имеющих свободные размеры, обычно бывает достаточной точности, если процесс сборки контролировался с помощью линеек, угольников и шаблонов. Точность сборки изделий, размеры которых имеют предельные отклонения, может быть ниже требуемой. В этом случае требуемая точность достигается последующей механической обработкой собранного изделия. Допускаемые отклонения размеров сборочных единиц должны быть указаны в технической документации на изделия.
В готовых изделиях зазоры в проемах, размеры которых не предусмотрены технической документацией, не должны превышать: для дверей — 1,5 мм на сторону; для наружных ящиков с передними стенками, входящими в проем, — 1 мм на сторону.
Предельные отклонения от габаритных размеров готовых изделий, не предусмотренные технической документацией, допускаются: у отдельно стоящих изделий корпусной мебели ±4 мм; у мебели для сидения и лежания ±5 мм; у изделий мебели для сидения и лежания, габаритные размеры которых определяются размерами мягкого элемента, ±10 мм.
Контрольные вопросы
1. Что такое деталь и сборочная единица?
2. Как и зачем производят сборку изделий «насухо»?
3. Из каких операций состоит процесс сборки изделий вручную?
4. Что вы знаете о сборке столярно-мебельных изделий в массовом производстве?
5. Как устроены ваймы для сборки элементов оконных и дверных блоков?
6. Какие требования предъявляются к точности сборки столярно-мебельных изделий?
§
При выборе вида и способа отделки мебельных изделий необходимо учитывать специфические свойства древесины, из которой изготовляют эти изделия. Строение и свойства древесины находятся в прямой зависимости от ее породы и местности, где она произрастала. При определении вида отделки учитывают пористость древесины, ее твердость, структуру, цвет, влажность, а также наличие в ней смолы и дубильных веществ. Различают отделку прозрачную, непрозрачную и имитационную.
При прозрачной отделке на поверхность древесины наносят прозрачное покрытие, что помогает сохранить цвет и текстуру древесины.
При непрозрачной отделке на поверхность древесины наносят непрозрачное покрытие (лаки и эмали, а также облицовочные материалы в виде пленок).
Имитационная отделка выполняется на малоценной породе древесины, на которой искусственно воспроизводят текстуру и цвет древесины ценных пород.
Отделка мебельных изделий улучшает их внешний вид, защищает от внешней среды.
При отделке применяют различные отделочные материалы.
Стадии технологического процесса отделки древесины для мебельных изделий приведены в табл. 9.1.
Подготовка поверхности древесины к отделке
Подготовку поверхности древесины к отделке подразделяют на столярную и отделочную (выполняется как под прозрачные, так и под непрозрачные покрытия).
…
Столярная подготовка.Эта подготовка включает в себя выполнение таких операций, как строгание, циклевание, заделка незначительных дефектов на поверхности древесины и шпоне и шлифование. К незначительным дефектам относятся, например, небольшие трещины в шпоне и вырывы волокон в древесине, которые шпатлюют древесной мукой с клеем. Чтобы цвет шпатлевки совпадал с древесиной, ее подкрашивают.
При прозрачном покрытии шероховатость поверхности древесины должна быть не ниже 32 мкм, при непрозрачном покрытии — 200…60 мкм. Перед непрозрачным покрытием у древесины высверливают сучки, заделывают их пробками, затем поверхность древесины строгают, фрезеруют и шлифуют на станках.
Отделочная подготовка под прозрачную отделку.Эта подготовка включает в себя следующие операции: удаление ворса, обессмоливание, отбеливание, окрашивание, грунтование и порозаполнение. Шероховатость поверхности после отделочной подготовки должна быть не ниже 16 мкм.
Таблица 9.1Технологический процесс отделки древесины для мебельных изделий
| Стадия технологического процесса | Виды операций при отделке | |||
| прозрачной | непрозрачной | имитационной | ||
| с сохранением текстуры древесины | по сплошному фоновому покрытию шпатлевкой | |||
| Подготовка поверхности древесины к отделке | Удаление ворса, обессмоливание, отбеливание, окрашивание, огрунтовывание, порозаполнение, промежуточная сушка и шлифование | Обессмоливание, огрунтовывание, шпатлевание местное и сплошное, промежуточная сушка и шлифование | Удаление ворса, обессмоливание, отбеливание, окрашивание, нанесение текстуры, закрепление текстуры лаком, промежуточная сушка и шлифование | Обессмоливание, огрунтовывание, шпатлевание местное и сплошное, нанесение текстуры древесины, закрепление текстуры лаком, промежуточная сушка и шлифование |
| Нанесение отделочных материалов | Лакирование, столярное полирование | Лакирование, крашение красками, нанесение нитроэмалей | Лакирование | Лакирование |
| Устранение дефектов отделки | Шлифование, разравнивание, полирование, удаление масла, матирование | Шлифование, разравнивание, полирование, удаление масла | Шлифование, разравнивание, полирование, удаление масла, матирование | Шлифование, разравнивание, полирование, удаление масла |
Примечание. Выполнение всех перечисленных в таблице операций не является обязательным для всех случаев отделки.
Для удаления ворса поверхность древесины следует увлажнить. При увлажнении водой поверхность древесины многократно (не менее трех раз) увлажняют ею, а затем шлифуют. При увлажнении древесины растворами красителя или различных лаков ее ворс в результате набухания поднимается. Чтобы ворс при шлифовании древесины не приглаживался вновь, ему необходимо придать жесткость, для чего поверхность перед шлифованием увлажняют 3…5%-ным раствором столярного клея или дисперсией ПВА в теплой воде. При отделке древесины полиэфирными лаками ворс не удаляют, так как эти лаки не вызывают заметного набухания древесины. Древесину шлифуют на станках шкуркой № 6… 8.
Обессмоливание производят при отделке древесины хвойных пород. Объясняется это тем, что при наличии смолы ухудшается сцепление (адгезия) лаков с поверхностью, а в результате затирается шлифовальная лента при шлифовании. Для обессмолива- ния поверхности применяют 25%-ный водный раствор ацетона, 5…6%-ный водный раствор кальцинированной соды или смесь этих растворов в соотношении 1 :4. Эти составы в подогретом виде наносят щеткой на поверхность древесины и после растворения смолы смывают теплой водой или слабым раствором кальцинированной соды.
1-й состав 2-й состав
Перекись водорода 20%-ная 100 100
Жидкое стекло 10…50 —
Аммиачная вода — 10
Лучшее отбеливающее средство — перекись титана, которая безвредна и пригодна для отбеливания древесины всех пород. Отбеливание выполняют щеткой или тампоном, нанося слой раствора на поверхность древесины и затем смывая его теплой водой после нескольких минут выдержки.
Для одновременного отбеливания и обессмоливания служат составы, содержащие соответственно отбеливающие и обессмоливающие вещества. Например, один из составов на 1 л воды содержит 30 г кальцинированной соды, 25 г поташа и 60 г хлорной извести. Состав смывают 2 —3%-ным раствором соляной кислоты.
Окрашивание древесины производят для придания ей новой окраски и сохранения ее текстуры. Различают окрашивание водорастворимыми красителями, пигментное («сухое») и подкрашенными жидкими грунтовками.
Из водорастворимых красителей применяют анилиновые (морилки) и протравные (водные растворы солей железа, меди, хрома и марганца). Действие последних основано на окрашивании древесины в результате химического взаимодействия красителей с дубильными веществами древесины.
Водорастворимыми красителями древесину окрашивают вручную, окунанием, пневматическим распылением и вальцами.
При окрашивании вручную окрашиваемую поверхность смачивают водой, а потом — раствором красителя кистью, тампоном или поролоновой губкой. Затем древесину насухо протирают сухим тампоном вдоль волокон.
При окрашивании методом окунания детали навешивают на подвески и погружают в ванну с раствором. После извлечения из ванны краситель свободно стекает с деталей и протирки не требует. Так красят в основном стулья и точеные детали.
При окрашивании пневматическим распылением раствор красителя на поверхность древесины наносят краскораспылителем. Излишки красителя снимают с поверхности тампоном. Расстояние от сопла краскораспылителя до поверхности 250…350 мм, диаметр отверстия сопла 1,5…2 мм.
Окрашивание вальцами выполняют на станках, предназначенных для нанесения клея. Для равномерного окрашивания вальцы обертывают поролоном. Скорость подачи заготовки 6… 12 м/мин.
После окрашивания водорастворимыми красителями заготовки сушат в условиях цеха или в камерах с принудительной циркуляцией воздуха (конвективная сушка). Продолжительность сушки в условиях цеха при температуре 18… 23 °С — не менее трех часов, в конвективной сушильной камере при температуре 45…50°С — 10 мин, при температуре 80…85°С — 5 мин. При окрашивании водорастворимыми красителями глубина крашения составляет обычно не более 0,5 мм.
Пигментное («сухое») окрашивание — это покрытие поверхности древесины растворенными в воде до определенной концентрации пигментами.
Окрашивание древесины подкрашенными грунтовками предназначено для одновременного поверхностного окрашивания и грунтования, что обеспечивает равномерное окрашивание древесины без поднятия ворса.
Грунтование и порозаполнение позволяют значительно сократить расход лака и эмали, улучшить качество отделки. Перед покрытием изделия лаком его грунтуют. Лакокрасочная промышленность выпускает готовые к употреблению составы для грунтования (НК, БНК и др.) В грунты по мере необходимости добавляют порошок пемзы, мел, тальк, каолин, трепел, древесную муку или пигменты для подкрашивания грунта под цвет древесины.
При отделке спиртовыми политурами поверхности огрунтовывают 3… 5%-ными политурами или нитролаками. Нанесенный тампоном тонкий слой политуры или нитролака сушат в течение 5…10 мин, а затем шлифуют вручную шкуркой № 5, 6. Огрунтовывание производят не менее двух раз с промежуточным шлифованием.
Грунтовки наносят на древесину пневматическим распылением, вальцами и обливом. Пневматическим распылением наносят грунтовку вязкостью (30 ± 5) с по вискозиметру ВЗ-4. Распыление производят на расстоянии 250…400 мм от поверхности. Вальцами грунтовку наносят на станках. Скорость подачи заготовок 8…12 м/мин. Для нанесения грунтовок обливом применяют лаконаливные машины. Грунтовку наносят один раз.
После нанесения грунтовки изделия сушат и шлифуют.
При отделке масляными эмалями поверхность древесины грунтуют олифой. Грунтование и порозаполнение полиэфирным лаком применяют редко, так как он образует толстые покрытия с малой усадкой.
Порозаполнители поставляются обычно в виде двух компонентов: раствора пленкообразователя и наполнителя. Перед употреблением компоненты смешивают, так как суспензия порозаполнителей неустойчива: при хранении образуется плотный труднорастворимый осадок в результате расслаивания порозаполнителя. Порозаполнители могут быть бесцветными или подкрашенными. Наибольшее применение получили порозаполнители КФ-1, КФ-2, ПМ-11, ЛК.
Порозаполнители наносят на поверхность древесины так, чтобы порошок-заполнитель заполнил поры древесины. Порозаполнитель наносят вручную тампоном, шпателем или вальцами. Порозаполнители вуалируют (закрывают) текстуру древесины, поэтому излишки их необходимо снимать и протирать поверхность.
Для нанесения вальцами применяют специальные станки.
Отделочная подготовка под непрозрачную отделку.Такая отделка включает в себя операции обессмоливания, грунтования, местного и сплошного шпатлевания.
Обессмоливание производится так же, как и при подготовке поверхности древесины под прозрачную отделку.
Для грунтования применяют грунтовки с пигментами, соответствующие цвету основного лакокрасочного материала. Для непрозрачной отделки используют казеиновые, масляные, нитро- целлюлозные, глифталевые грунтовки и пинотексы.
Местное шпатлевание производят густыми шпатлевками или замазками. Шпатлевку наносят шпателями и кистью два или три раза, так как она дает большую усадку при высыхании. После того как шпатлевка просохнет, ее шлифуют.
Сплошное шпатлевание выполняют для выравнивания всей поверхности древесины и окрашивания ее в одинаковый цвет. Сплошное шпатлевание производится пневматическим распылением, обливом[14] и вальцами на станках. Зашпатлеванная поверхность должна быть ровной, без пропусков и подтеков шпатлевки.
§
Основными видами операций при нанесении прозрачного покрытия являются лакирование и столярное (чистое) полирование, а также грунтование, шлифование, создание смоляной пленки и удаление масла.
Лакирование.В настоящее время основным способом достижения прозрачной отделки является нанесение на поверхность древесины лака, или лакирование. Для лакирования используются самые разные лаки и способы их нанесения.
В современной практике наиболее часто применяются нитроцеллюлозные лаки, которые дают прочную, эластичную, достаточно атмосферостойкую, быстросохнущую пленку. Нитролаки подразделяются на три группы: лаки горячего нанесения (при температуре 70…75°С) — НЦ-223, НЦ-225, лаки холодного нанесения (при температуре 18…23°С) — НЦ-216, НЦ-218, НЦ-221, НЦ- 222, НЦ-224, НЦ-296 (бывший НЦ-316) и лаки, дающие матовую пленку, — НЦ-49, НЦ-243. До рабочей вязкости нитролаки доводят растворителем № 646, за исключением лака НЦ-223, для которого применяют растворитель РМЛ-315. Все перечисленные нитроцеллюлозные лаки можно наносить на поверхность изделий кистью, тампоном или методом пневматического распыления. Лак НЦ-243 можно наносить и обливом. Лаки наносят 2…3 раза с промежуточной сушкой и сухим шлифованием шкуркой № 5 и 6.
Масляные лаки образуют прочную, эластичную, атмосферостойкую, но недостаточно декоративную пленку с сильным блеском. Из масляно-смоляных лаков сейчас используют пентафталевые лаки ПФ-231, ПФ-283 (бывший 4С). Лак ПФ-231 — светлый, образующий прочное
глянцевое покрытие, высыхающее медленно, при температуре 18…23°С. Хорошо наносится
как кистью, так и методом распыления. Отделка сводится к нанесению на поверхность 2… 3 слоев лака преимущественно кистью. Сохнет 8… 48 ч. Лак хорошо растекается, если его слегка подогреть.
…
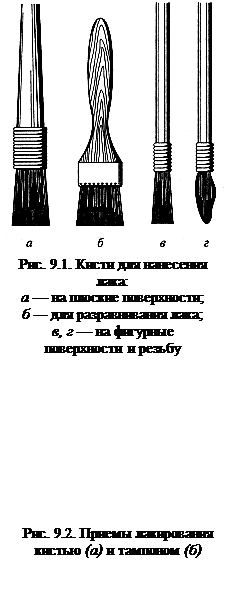 К полиэфирным лакам, широко применяющимся в мебельной промышленности, относятся ПЭ-246, ПЭ-265, ПЭ-251Б.
К полиэфирным лакам, широко применяющимся в мебельной промышленности, относятся ПЭ-246, ПЭ-265, ПЭ-251Б.
Лаки наносятся при отделке изделий в электрическом поле высокого напряжения; применяются для отделки щитов, облицованных шпоном ценных пород, и брусковых изделий.
Полиуретановые лаки обладают хорошей водостойкостью, атмосферостойкостью и износоустойчивостью. По своим свойствам он и близки к полиэфирным, а по некоторым показателям и превосходят их. Известны лаки марок УР-2112М и УР-2124М, которые наносят наливом и распылителем. Количество слоев лака устанавливают в зависимости от категории отделки. Расход лака — 110… 150 г/м2.
К инструментам, устройствам и машинам для лакирования относятся кисти и тампоны, пневматические распылители, а также распылители, вращающиеся в электрическом поле высокого напряжения, лаконаливные машины и др.
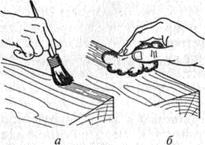 При малых объемах работ (например, в учебных мастерских) лак наносят ручными инструментами — кистью (щетинной или волосяной) или тампонами.
При малых объемах работ (например, в учебных мастерских) лак наносят ручными инструментами — кистью (щетинной или волосяной) или тампонами.
Виды кистей для нанесения и разравнивания лаков приведены на рис. 9.1. При лакировании кисть окунают в сосуд с лаком и наносят лак на отделываемую поверхность вдоль волокон древесины, в несколько слоев, с промежуточной сушкой между ними (рис. 9.2, а).
Тампон делают из мебельной ваты или вязальной шерсти, завернутой в шерстяную или полотняную ткань. При лакировании тампоном вату или шерсть тампона смачивают лаком и наносят на поверхность вдоль волокон древесины (рис. 9.2, б).
При использовании пневматического распылителя лак распыляют с помощью сжатого воздуха. При работе распылителем факел распыления должен быть направлен перпендикулярно к отделываемой поверхности (рис. 9.3). На узкие поверхности лак наносят вдоль волокон, на широкие — перекрестно. При нарушении режимов пневматического распыления лака могут появиться следующие дефекты — шагрень, неравномерная толщина покрытия, пузырьки воздуха в покрытии, пропуск лака и подтеки.
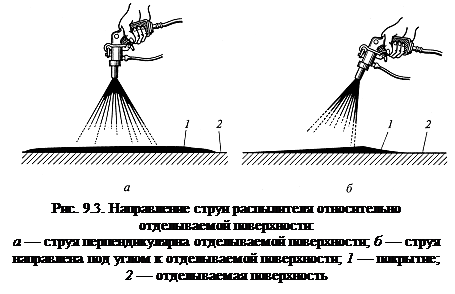 Лакирование с помощью пневматического распылителя позволяет улучшить качество отделки и увеличивает производительность труда. Недостатком является большая потеря отделочных материалов (15…70%), а также обязательное наличие распылительных кабин, снабженных вытяжной вентиляцией и фильтрами.
Лакирование с помощью пневматического распылителя позволяет улучшить качество отделки и увеличивает производительность труда. Недостатком является большая потеря отделочных материалов (15…70%), а также обязательное наличие распылительных кабин, снабженных вытяжной вентиляцией и фильтрами.
Для нанесения лака способом облива (при отделке плоских плит) применяются лаконаливные машины (рис. 9.4), которые действуют следующим образом.
Вытекающая из наливной головки
3
плоская струя лака покрывает равномерным по толщине слоем плиту
2,
подаваемую под струю конвейером
1.
После прохождения плиты струя попадает в лоток
6,
откуда сливается в бак-отстойник
5
для очистки от пузырьков воздуха, и насосом
4
перекачивается снова в наливную головку. Таким образом, образуется замкнутая система циркуляции рабочего материала.
На некоторых лаконаливных машинах можно отделывать не только пласти, но и кромки плит. Для этого плиту кладут на конвейер таким образом, чтобы лакируемая кромка плиты находилась под углом 60…65° к лаковой завесе. Сейчас созданы специальные машины с узкой лаковой завесой для отделки кромок.
Лакирование с помощью лаконаливных машин увеличивает производительность труда, снижает потери отделочного материала, сокращает время отделки и улучшает условия труда (нет туманообразования).
Для лакирования точеных и объемных криволинейных деталей, имеющих обтекаемую форму без внутренних углов, их погружают в ванну с лаком, затем извлекают из нее и выдерживают для стекания лака, потом сушат. Для этого применяют лаки вязкостью 300…400 с по вискозиметру ВЗ-4 с содержанием сухого остатка 42…45%, а также обычные лаки, например лак НЦ-221 вязкостью до 100 с и с содержанием сухого остатка до 24 %.
Лакирование с помощью вращающегося распылителя в электрическом поле высокого напряжения по сравнению с лакированием с помощью пневматического распылителя позволяет сократить расход лака почти в два раза. В этом случае распыленные частицы лака, попадая в электрическое поле, достигают поверхности окрашиваемого изделия и оседают на ней. Электрическое поле создается между отрицательно заряженным распылителем и положительно заряженным изделием. Частицы лака двигаются по силовым линиям электрического поля от минуса к плюсу. На изделие предварительно наносят токопроводящие грунтовки. Лакирование в электрическом поле высокого напряжения применяется для отделки брусковых изделий: кресел, стульев, решеток и т.п.
Для лакирования плоских поверхностей деталей используются вальцы. Нанесение лака вальцами аналогично нанесению клея. Вальцы покрывают резиной, стойкой к действию растворителей, содержащихся в лаке. Регулирование давления наносящего вальца на поверхность детали дает возможность наносить лак тонким слоем.
В настоящее время широкое применение для прозрачной отделки получили составы «Пинотекс», изготовляемые на основе алкидной смолы. Эти составы применяют для одновременного окрашивания, огрунтовывания и отделки поверхностей. Они бывают бесцветными и цветными. Особенность цветных составов в том, что они окрашивают древесину в новый цвет и не закрывают текстуру древесины. Применяют «Пинотекс» для отделки древесины из хвойных и лиственных пород для имитации их под ценные породы дерева. На отшлифованную поверхность наносят 2… 3 слоя состава с промежуточной сушкой не более суток при температуре 18…20°С.
Сушка (отвердение) лаковых покрытий происходит за счет испарения из нанесенного лака растворителей и химического превращения пленкообразователя отделочного материала в твердое вещество. Очень важную роль при сушке играет температура.
При повышении температуры увеличивается скорость испарения летучих растворителей, ускоряется процесс химических реакций. Различают сушку конвективную в камерах, где сушильным агрегатом служит нагретый воздух, омывающий отделочное покрытие; терморадиационную, где сушильным агентом служат инфракрасные лучи, облучающие лак; аккумулированную теплотой, сущность которой заключается в предварительном нагреве отделываемой детали перед нанесением на нее лака. Деталь нагревают до 40… 80 °С в зависимости от вида применяемого лака.
Столярное (чистое) полирование.Этот вид полирования включает в себя следующие последовательно выполняемые операции: грунтование, шлифование, создание смоляной пленки (при полировании) и удаление масла. Полируют обычно изделия, выполненные из мелкопористой древесины с красивой текстурой: ореха, красного дерева, карельской березы, палисандра, груши, клена, березы, ясеня, тополя и яблони. Полирование осуществляют с помощью политур — растворов твердых смол в спирте или других органических растворителях.
Полирование политурами — это сложный, трудоемкий процесс, который необходимо выполнять в сухом, светлом, теплом и чистом помещении при температуре 18…20°С.
Полирование рекомендуется выполнять тампоном. Для облегчения скольжения тампона по полируемой поверхности его слегка смачивают растительным маслом (одна-две капли).
Грунтование.Его выполняют 12… 14%-ной шеллачной политурой (раствором шеллачной смолы в спирте), одновременно посыпая поверхность древесины пемзовой пудрой, которая, смешиваясь с политурой, равномерно распределяется по поверхности и заполняет поры древесины. Сначала рекомендуется обработать поверхность древесины тампоном, смоченным политурой, затем на слой политуры посыпать пудру, чтобы она прилипла к ней и далее выполнять грунтование. Сначала грунтование выполняют без масла. Масло используют после того, как вся поверхность станет равномерно матовой, а тампон начнет прилипать к поверхности.
Заканчивают грунтование, когда вся поверхность станет блестящей, гладкой и не будет заметно пор, а также различных дефектов. После грунтования производится выдержка или сушка изделия в сухом непыльном помещении при температуре 18… 20 °С не менее суток. После этого производится шлифование поверхности промасленной мелкозернистой шкуркой.
Шлифование.Шлифование надо вести вдоль волокон древесины без сильного нажима на поверхность. Отшлифованную деталь сушат в течение двух суток.
Создание смоляной пленки.Для создания зеркальной смоляной пленки необходимо произвести три последовательно выполняемые операции полирования (при необходимости четыре).
Первое полирование выполняют 8…10%-ной шеллачной политурой. Изделие (щит, деталь) укладывают на стол и протирают сухой тряпкой. После этого на тампон наносят политуру так, чтобы при легком нажиме на его рабочую поверхность политура выступала на его поверхность. Проверяют тампон на отдельном образце: он должен оставлять быстро исчезающий влажный след политуры. Движение тампона при первом полировании заключается в том, что сначала проводят прямую линию, а по ней — зигзагообразную пересекающую линию. При этом необходимо тщательно полировать края изделия. Когда тампон начинает прилипать к поверхности, для его скольжения добавляют масло. При первом полировании на поверхность наносят около 150 ласов (следов от тампона на поверхности). От этого поверхность становится гладкой, немного блестящей, без полос, пятен и незаполненных пор. Изделие после этого сушат в течение 12 сут при температуре воздуха 18… 20 °С.
Второе полирование выполняют только по хорошо высушенной предыдущей полировке. Новым тампоном с нанесенной на него политурой выполняют зигзагообразные движения с последующим возвратом тампона в виде петель через первые зигзаги. При втором полировании наносят также около 150 часов до момента, когда полируемая поверхность приобретет ровный зеркальный глянец.
Изделие после этой работы нужно просушить 8… 10 сут в сухом и теплом помещении.
Третье полирование выполняют более жидкой 8… 10%-ной политурой. Поверхность полируют в более быстром темпе и без масла. Тампоном оставляют на поверхности продольные и поперечные восьмерки вдоль поверхности, а затем — поперек. После третьего полирования должен получиться стойкий зеркальный глянец.
Четвертое полирование может быть необходимо только в случае удаления матовых участков на полируемой поверхности. Предварительно изделие сушат в течение 8… 10 сут, а затем приступают к полированию. Зеркальный глянец полированной поверхности без дефектов говорит о том, что работа закончена и можно приступить без выдержки к сушке. Следы масла в виде синего налета необходимо удалить. Делают это с помощью специальной сушки (выполировки).
Для выполнения сушки часто применяют 96%-ный спирт, но работать им надо осторожно, иначе он образует порчу («прожог») покрытия, в результате чего на поверхности появляются матовые пятна, которые удаляют повторным полированием.
Удаление масла.Для удаления масла из жидких составов используют различные жидкие смеси: спирт с водой; политуру с соленой водой; политуру с водой и добавлением эфира, а также порошки (венская известь, мел и др.). В этом случае порошок насыпают на поверхность и протирают ветошью. Лучше, когда вначале используют жидкие смеси, а затем порошки. Полученная после снятия масла поверхность должна иметь зеркальный блеск.
Для получения матового покрытия (матирования) пленку с зеркальным блеском протирают мягкой щеткой или ладонью, покрытой тонким слоем пемзового порошка.
Для ускорения процесса столярного полирования применяют смешанное полирование, при котором поверхности огрунтовыва- ют нитроцеллюлозным лаком. После сушки поверхность покрытия шлифуют и далее процесс ведут по технологии чистого столярного полирования.
§
Непрозрачная отделка древесины чаще всего применятся для предохранения изделий (например, дачной мебели) от воздействия окружающей среды. Она заключается в нанесении на поверхность изделия окрасочных пигментированных непрозрачных материалов, которые создают на поверхности покрытие, полностью скрывающее текстуру и цвет древесины. Основным требованием к покрытию является то, что оно должно обладать хорошей сопротивляемостью к механическим и атмосферным воздействиям, быть химически стойким.
Покрытие может быть получено нанесением на поверхность изделия нескольких слоев непрозрачной краски, нитроэмали, лака, закрывающего цвет и текстуру древесины, и других видов непрозрачных покрытий. В целях снижения расхода краски для отделки применяют более дешевые, специально предназначенные для нанесения первого слоя грунтовки.
Получение более ровной поверхности перед непрозрачной отделкой достигается шпатлеванием всей поверхности. При этом применяют более жидкую шпатлевку.
Для выравнивания местных глубоких неровностей (сколы, вмятины) применяют местное или сплошное шпатлевание. После высыхания местной и сплошной шпатлевок поверхность шлифуют и покрывают слоем непрозрачного лака или эмали.
Непрозрачные покрытия наносят на поверхность изделий из древесины хвойных и недорогих мягких лиственных пород, древесностружечных и древесноволокнистых плит.
…
При небольших объемах работ лакокрасочные материалы наносят ручными инструментами — щетинными и волосяными кистями различных видов. Для получения сплошных непрозрачных покрытий применяют валики, которыми наносят краски и эмали на поверхность древесины.
Для получения многоцветного рисунчатого покрытия поверхность покрывают лаками или эмалями нескольких цветов с помощью трафарета.
Технология нанесения отделочных материалов при имитационной отделке древесины
Имитация под прозрачную отделку, при которой сохраняется текстура древесины, производится методами глубокой печати, аэрографии и ламинирования.
При использовании глубокой печати имитируют текстуру древесины по сплошному фоновому покрытию шпатлевкой. На фоновое покрытие последовательно наносят не менее двух рисунков и цветов текстур с промежуточной сушкой с помощью печатных станков (рис. 9.5).
Рисунок текстуры древесины наносится на произвольно окрашенную поверхность заготовок фоновым красителем, т. е. красителем, цвет которого должен совпадать с фоновым цветом имитируемой породы древесины.
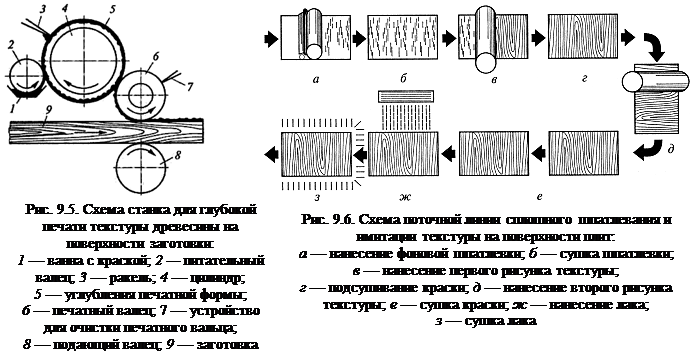
Имитацию текстуры древесины по сплошному фоновому покрытию шпатлевкой на поверхности плит выполняют на поточных линиях (рис. 9.6).
При использовании аэрографии рисунок наносится раствором красителя с помощью пневматического распылителя. Выходящий из сопла тонкий факел раствора обеспечивает возможность нанесения рисунка имитируемой текстуры ценных пород (красное дерево, орех, палисандр). Предварительно распылителем наносят общий фон, близкий по цвету имитируемой породе, а затем наносят рисунок текстуры с последующей накладкой ее оттенков.
При ламинировании материалы (обычно плиты) облицовываются пленками на основе бумаги, на которую предварительно нанесен рисунок текстуры древесины. Бумага с нанесенным рисунком пропитывается смолой и, таким образом, получается пленка.
Пленки наклеивают разными способами. На основу наносят клей, поверх пленки укладывают ровный металлический лист и прессуют в течение 5… 8 мин. Более эффективен бесклеевый метод, когда плиты облицовывают пленками на основе термореактивных смол. Пленка прессуется при температуре 110…150°С, расплавляется и образует на основе твердое покрытие.
Поливинилхлоридные (ПВХ) пленки с тиснением или печатью, имитирующие текстуру древесины, приклеивают прокатыванием их через обжимные валики, нагретые до температуры 50….60°С. При облицовке самоклеющимися пленками их наносят с помощью простого накатывания на поверхность с одновременным удалением защитной бумаги. Если надо получить тисненое покрытие, то для этих целей используют матрицу из стеклоткани, которая не приклеивается к пленке. В процессе горячего прессования матрица с рисунком оставляет на отделанной поверхности тиснение.
Устранение дефектов отделки
При нанесении отделочных материалов на поверхность древесины и их сушке на покрытиях могут появиться самые разнообразные дефекты: волнистость, шероховатость, проколы, пузыри, кратеры, шагрень и т. п. Для устранения подобных дефектов покрытия шлифуют, разравнивают и полируют (облагораживают).
Шлифование производят ручными шлифовальными машинами или на шлифовальных ленточных станках.
С помощью шлифования выравнивают поверхность древесины, последовательно используя сначала шкурки № 4, а затем № 3. Направление движения шкурки должно совпадать с направлением волокон древесины. При шлифовании нитролаковых покрытий применяют мокрое шлифование. В качестве охлаждающей жидкости применяют уайт-спирит или смесь уайт-спирита с керосином в равных частях. Жидкость наносят на шлифуемую поверхность. После шлифования поверхность протирают хлопчатобумажной ветошью.
Разравнивание применяют для растворимых покрытий (спиртовые лаки, нитроцеллюлозные лаки и эмали). При ручном разравнивании шеллачных спиртовых покрытий тампон смачивают шеллачной политурой. При разравнивании нитроцеллюлозных покрытий тампон смачивают полировочным составом № 291, который слегка растворяет верхний слой покрытия. Вместо этих составов можно применять растворитель № 646 с добавлением 20…30%- ного этилового спирта и 3…5%-ного вазелинового масла.
Сначала покрытие разравнивают, двигая тампон поперек волокон древесины до уничтожения волнистости, шероховатости и подтеков, а затем для уничтожения следов поперечного движения тампон двигают вдоль волокон древесины.
Чтобы ускорить процесс разравнивания нитроцеллюлозных покрытий, поверхность следует подвергнуть один раз мокрому шлифованию на станках.
Полирование покрытий выполняют для более тщательного выравнивания поверхности покрытия после шлифования или разравнивания, чтобы придать покрытию зеркальный блеск.
На производстве полиэфирные и нитроцеллюлозные покрытия в основном полируют на ленточных шлифовальных станках, заменив шлифовальную шкурку лентой из специального сукна или ковра, или на барабанных полировальных станках с применением специальных дисков (рис. 9.7), используя специальные полировочные пасты.
После полирования в цеховых условиях через 1…2 ч с полированных поверхностей удаляют остаточные масла на специальных станках, применяя жидкие составы: полировочную воду № 18, полирующий состав № 3, составы СП и «Полиш», а также слабые спиртовые растворы.
Полирование в учебных мастерских можно производить с помощью ручных дисковых шлифовальных машин, заменяя диски со шлифовальной шкуркой на диски из эластичных пенопластов или тканей. Вручную нитроцеллюлозное покрытие полируют тампоном, смоченным в нитрополитуре (НЦ-314). Однако лучшие результаты дает смесь нитрополитуры с 7%-ной шеллачной политурой в соотношении 2:1.
Полезные советы мебельщику
• Для определения влагоустойчивости лаковой пленки лак наносят на стеклянную пластинку и сушат в горизонтальном положении при температуре 18…20°С. После высыхания лака пластинку на 1/2 высоты погружают в стакан с водой и выдерживают в ней в течение 3 ч при температуре 18…20°С. После высыхания пленки сравнивают участок, подвергшийся воздействию воды, с остальной пленкой. Водонеустойчивая пленка изменит цвет, размягчится и в дальнейшем отслаивается от пластинки.
• Избыток сиккатива ускоряет высыхание, но пленка красок или лака становится более хрупкой. Сиккативы взрывоопасны и токсичны. По возможности от них лучше отказаться.
Контрольные вопросы
1. Какие вы знаете виды отделки древесины?
2. Какие операции входят в столярную и отделочную подготовку поверхности?
3. Как удалить древесный ворс с отделываемой поверхности?
4. Чем и как производят обессмоливание и отбеливание древесины?
5. Как производят окрашивание древесины водорастворимыми красителями?
6. Какова сущность процесса грунтования и порозаполнения поверхности древесины?
7. Чем и как производится местное и сплошное шпатлевание поверхности?
8. Какими методами производится имитационная отделка?
9. Что вы знаете о ламинировании плитных материалов?
10. Какие способы нанесения лаковых покрытий вы знаете?
11. Как и чем производится облагораживание покрытий?
12. Какова технология полирования лаковых покрытий тампоном?
13. На каком оборудовании производится полирование поверхностей в производственных условиях?
14. Где применяется и какова технология непрозрачной отделки столярных изделий?