

Как выбрать цепь по шагу: основные правила
Шаг цепи — это расстояние меж центрами примыкающих звеньев. Он является одним из основных параметром цепи для бензопил. На практике шаг измеряется, как расстояние меж центрами первой и третьей заклепок, расположенных попорядку. Шаг определяет размеры звена: чем больше шаг, тем больше длина и ширина звена.
Люди, расскажите, как вы затачиваете себе цепь для продольного пиления и какими инструментами пользуетесь, спасибо!. С повышением шага возрастает расстояние меж режущими зубьями. Эти происшествия приводят к тому, что при увеличении шага растет производительность, да и вырастает усилие, нужное при пилении. Таким макаром, этот параметр впрямую связан с мощностью самой бензопилы.
https://www.youtube.com/video/YmWLybpifLg
Главные характеристики цепи бензопилы.
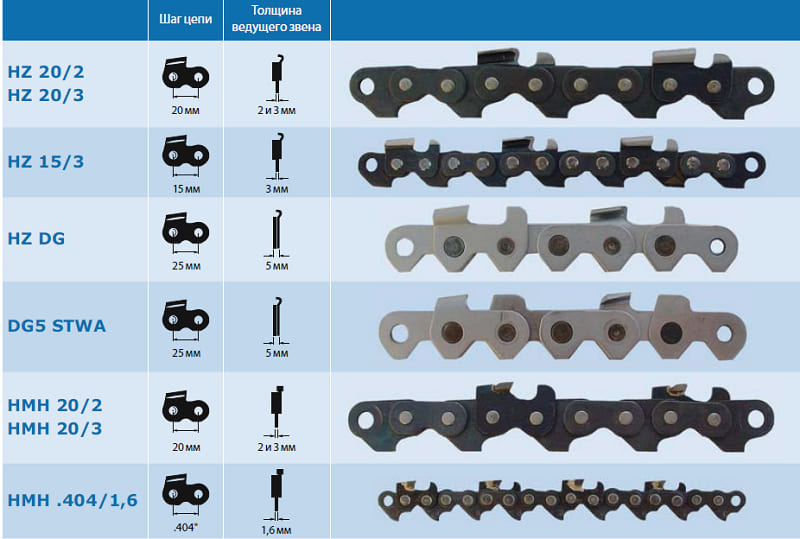
Цепи для бензопил выпускаются в 5 разных вариантах шага. Этот параметр принято выражать в дюймах, а его значение указывается с боковой стороны на любом изделии. Употребляются последующие шаги:
- 0,25 (1/4);
- 0,325;
- 0,375 (3/8);
- 0,404;
- 0,75(3/4) дюйма.
Для бытовых бензопил всераспространены цепи с шагом 0,325 (для бензопил мощностью 3 л.с.) и 0,375 (мощность бензопил — 4 л.с.) дюйма. Шаг 0,404 дюйма употребляется в проф бензопилах мощностью более 5,5 л.с. Шаг 0,25 и 0,75 дюйма в текущее время используются очень изредка.
Выбор цепи по шагу определяется предназначением бензопилы. Если планируется пиление деревянных изделий небольшого размера (брус, нетолстое бревно и т.д.) или обрезка веток и сучьев, рекомендуется режущий элемент с шагом 0,325 дюйма.
Выбор по глубине резания
Глубина резания (глубина пропила) является важной характеристикой бензопилы, определяющей ее производительность. Глубина пропила определяется параметрами режущего инструмента, т.е высотой профиля зуба цепи. Увеличение высоты зуба приводит к увеличению глубины резания за один заход, что повышает скорость пиления. Следует учесть, что увеличение высоты зуба снижает его прочностные характеристики и требует увеличения усилия при распиливании древесины.
Структура цепи пилы.
В обычной цепи для бензопилы, такая характеристика, как высота зуба, определяется профилем и параметрами ограничителя глубины пропила, который устанавливается на любом рабочем зубе. В новой цепи этот параметр задан производителем. Потребитель может изменить высоту зуба за счет протачивания ограничителя, но к такой операции следует относиться с осторожностью.
Серийно выпускаются цепи с двумя высотами профиля зуба — 0,635 мм и 0,762 мм. Цепь с меньшей высотой зуба получила название низкопрофильной, вторая — высокопрофильной. Для бытовых бензопил в основном используют низкопрофильные. Бензопилы с цепями высокого профиля при эксплуатации требуют увеличенных усилий и обладают повышенной вибрацией.
Учет длины цепи
Длина цепи полностью зависит от параметров самой бензопилы: габаритов, размеров звездочек и мощности. При нормируемом натяжении длина для конкретной бензопилы определена и указывается в паспорте.
Другой вопрос — количество звеньев, т.е. количество режущих зубьев, на этой длине. Этот параметр полностью зависит от шага звеньев. Таким образом, задача, как подобрать цепь с учетом длины, решается в комплексе с учетом шага звеньев. В целом увеличение длины требует увеличения мощности бензопилы, но повышает производительность.
Выбор по типу звеньев
В бензопилах для профессионалов используется множество специфических форм рабочих элементов цепи. Основными, нашедшими широкое применение, являются чизельный и чиппельный типы. Каждый из них имеет свои преимущества и недостатки, но могут с успехом использовать в бензопилах и чаще всего в бытовых.
Поперечный разрез звена чизельного типа по форме напоминает цифру 7. Опыт эксплуатации таких цепей показывает, что они обеспечивают высокую производительность и качественный распил древесины. При таком профиле, рабочий участок звена имеет прямую поверхность, что позволяет равномерно внедряться в распиливаемый материал.
Приспособление на бензопилу для продольного пиления на приспособление для. К недостаткам чизельных вариантов следует отнести сложность заточки. Даже небольшие отклонения от заданных углов профиля существенно снижают режущую способность. Кроме того, при эксплуатации возникают закрытые зоны, которые становятся накопителем пыли и грязи.
Сравнительная таблица характеристик цепных электропил.

Поперечный разрез звена чиппельного типа по форме напоминает серп. Рабочая зона звена не имеет выраженных углов — они округлены. Техническая характеристика бензопилы partner 350. Наиболее распространённой пилой из ряда «партнёр» считают партнер 350 s. Эту модель используют для продольного и поперечного пиления древесины.
За счет этого увеличивается общая площадь рабочей зоны, что приводит к повышению нагрузок при пилении и несколько снижает функциональные способности режущего элемента. В то же время чиппельный тип получает преимущества при проведении заточки зубьев, так как не требует строгого соблюдения размеров и углов, а также не имеет недостатка, связанного с накоплением грязи и пыли, что важно при работе с древесиной.
В любой стандартной цепи высокого качества все режущие звенья обладают двумя хвостиками. Обычно режущие зубья изготавливаются из высокопрочных материалов и во многом определяют общую стоимость. Несмотря на высокую стоимость, выбрать цепь лучше, исходя из ее качества. В то же время следует рассмотреть варианты, удешевляющие инструмент, особенно если бензопила используется редко.
С целью удешевления цепей они могут быть выполнены с пропуском или полупропуском режущих звеньев. При полупропуске дополнительные соединительные звенья устанавливаются в каждой второй паре режущих зубьев. При пропуске дополнительные звенья устанавливаются после каждого режущего зуба. В стандартной цепи количество режущих зубов составляет 50% от всех хвостиков, в полупропуске — 40% и при пропуске — 37,5%. Естественно, что нагрузка на режущие зубья возрастает, и они намного быстрее выходят из строя.
Учет материала, из которого изготовлены зубья
В большинстве цепей для бензопил при изготовлении режущих зубьев используется высоколегированная хромоникелевая сталь.
Поэтому при приобретении нового экземпляра, следует только визуально проверить качество изготовления режущих элементов и их заточку. Однако для использования инструмента при обработке особо твердых, промерзших или сильно загрязненных материалов, возникает необходимость упрочнения зубьев. Для таких целей предлагаются варианты, на зубьях которых делаются твердосплавные специальные напайки.
Углы заточки пильной цепи
Бензопилу можно назвать довольно распространенным инструментом, который применяется для резания дерева. Механическая обработка в рассматриваемом случае осуществляется за счет специальной пильной цепи, фиксация которых проводится на специальной шине. Длительная и неправильная эксплуатация довольно часто становится причиной, по которой приходится проводить демонтаж и заточку.
Современная цепь для продольного пиления представлена достаточно сложной конструкцией, которая изготавливается при применении высококачественной стали, характеризующейся повышенной износоустойчивостью и коррозионной стойкостью. Среди особенностей можно отметить следующее:
- Конструкция представлена отдельными звеньями, которые соединены между собой особым способом. За счет этого обеспечивается высокий уровень гибкости, цепь для продольного пиления может повторять сложную форму шины.
- Есть несколько различных пластин по предназначению: режущие, направляющие и соединительные. Режущие проводят непосредственное снятие материала.

Именно поэтому все обладатели подобного инструмента должны уделить внимание тому, каким именно образом проводится заточка.
Заточка цепи для продольного пиления, как правило, проводится исключительно при износе, периодически процедура выполняется крайне редко. Именно поэтому нужно знать то, какие именно признаки указывают о необходимости проведения подобной процедуры. Среди особенностей рассматриваемого вопроса отметим следующее:
- Зуб цепи продольного пиления бензопилы характеризуется сложной конфигурацией, поэтому просто при визуальном осмотре определить дефекты не получится.
- Для проверки состояния зубьев проводится пробное пиление. Если при выполнении подобной работы возникает вибрация, то это указывает на необходимость заточки.
- Определить состояние цепи для продольного пиления можно также при визуальном осмотре стружки. Грубая стружка и вмятины также указывают на необходимость проведения обслуживания.
- Сила нажима бензопилы также учитывается при оценке состояния цепи. Вначале при пилении пластины легко входят в материал, но при сильном износе даже в начале приходится прикладывать силу.
При визуальном осмотре также могут быть выявлены закругления и конические участки, которые указывают на износ цепи и другие дефекты. Однако, подобный признак может выявить исключительно специалист с большим опытом.
Как ранее было отмечено, рассматриваемое изделие характеризуется довольно сложной конфигурацией. Среди особенностей современных вариантов исполнения можно отметить следующие моменты:
- Выбор цепи для продольного пиления проводится для конкретной модели бензопилы, так как конфигурация во многом зависит от мощности и некоторых других моментов.
- Для продольного распиливания шаг расположения режущих пластин составляет 0,325 дюйма. За счет этого обеспечивается высокая стабильность на момент работы.
- Режущая кромка может иметь толщину 1,3 мм. В продаже встречаются также варианты исполнения, которые имеют толщину около 1,1 мм, но их сложно заточить в домашних условиях. Кроме этого, небольшая толщина позволяет проводить резание не толстых веток.
- Уделяется внимание и высоте профиля, которая варьирует в диапазоне от 0,625 до 0,762 мм. Для бытовых вариантов исполнения подходит вариант исполнения с низким профилем. Этот показатель определяет вероятность появления вибрации на момент пиления.
Угол заточки цепи бензопилы во многом зависит от цели инструмента, так как некоторые подходят для поперечной резки, другие для распиловки. Продольная стойкость древесины к пилению весьма высокая, поэтому края должны быть весьма острыми. Рекомендуемый угол заточки составляет 6-12°. Разница углов распила выбирается в зависимости от поставленной задачи, а также некоторых других моментов.
При выполнении работы не стоит забывать о том, что слишком малый показатель заточки становится причиной быстрого измельчения кромки. Этот момент наиболее важный в случае, когда изделие изготавливается при применении легированных сталей, к примеру, марки 40ХГС.
Для существенного упрощения процедуры рекомендуется приобрести специальный шаблон, за счет которого существенно упрощается процедура установки требуемого угла. Подобный инструмент позволяет проверять показатель задних углов конической и верхней лопатки, а также переднего края режущей кромки.
Специалисты указывают на то, что наиболее важно использовать шаблон для контроля заднего угла. Это связано со сложностью изменения этого показателя, при этом он должен выдерживаться в строгом диапазоне.
Слишком высокая твердости материала определяет необходимость уменьшения подобного показателя. Специалисты указывают на то, что оптимальное значение варьирует в пределе от 10 до 12°.
Довольно большое распространение получили специальные инструменты, которые могут применяться для упрощения процедуры. Подобные машины оснащаются специальным электрическим приводом и шлифовальными кругами с повышенной износоустойчивостью.
Для применения в домашних условиях подходит инструмент небольших размеров. Такие устройства могут питаться от сети 220 В, и при этом показатель электропотребления составляет 100 Вт. Установка цепи довольно проста, процедура заточки может проводится даже без наличия специальной подготовки.
При выборе машины уделяется внимание нижеприведенным моментам:
- Регулировка угла заточки в определенном требуемом диапазоне.
- Возможность обработки цепи с различным шагом и толщиной режущей кромки.
- Особенности процедуры смены шлифовальных дисков.
- Контроль значения ширины реза.
- Мощность установленного электрического двигателя и показатель энергопотребления.
Кроме этого, рекомендуется уделять популярности бренда, так как от этого зависит срок службы и многие другие моменты.
В заключение отметим, что допущенные ошибки на момент заточки могут стать причиной повышенного износа цепи. Именно поэтому при частом использовании инструмента и отсутствии требующей машины для заточки рекомендуется доверить работу профессионалам, которые предоставляют соответствующие услуги.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl Enter.
Режущий зуб пильной цепи состоит из основания зуба (1), лопатки зуба (2) и ограничителя глубины (3). Лопатка зуба имеет вертикально расположенное торцевое лезвие (4) и спадающие под углом назад верхнее лезвие (5), расположенное по горизонтали.
Для придания цепи оптимальных режущих свойств режущие звенья затачиваются определенным образом



