

Aeg smt 355
Оборудование для оперативной обработки металлических заготовок. Имеет оптимальный размер и требует мало места для 
Оснащена прорезиненными ножками, которые снижают вибрацию и обеспечивают устойчивую фиксацию пилы.
Подключается к сети 220 В с помощью 4-метрового кабеля. Комплектуется диском на 355 мм с разгоном до 3800 оборотов за минуту.
Блокировка шпинделя упрощает смену оснастки, а защитный кожух повышает безопасность использования устройства.
Характеристики:
- мощность — 2300 Вт;
- высота пропила — 125 мм;
- диаметр диска — 355 мм;
- посадочное отверстие — 25 мм;
- угол наклона — 45 град.;
- обороты — 3800 об/мин;
- вес — 17 кг.
Bosch gcd 12 jl
Монтажная пила для быстрого распиливания металлических деталей. Отличается высокой производительностью. Работать с ней 
Модель оснащена электродвигателем на 2 кВт.
Режущий диск вращается со скоростью 1500 оборотов в минуту. Устройство делает распил высотой 85 мм и шириной 158 мм. Оборудование оснащено лазером для максимально точного распила по меткам.
При работе нет искр. Предусмотрена оперативная замена оснастки благодаря быстрозажимным тискам.
Характеристики:
- мощность — 2000 Вт;
- высота пропила — 85 мм;
- диаметр диска — 305 мм;
- посадочное отверстие — 25 мм;
- обороты — 1500 об/мин;
- угол наклона — 45 град.;
- вес — 20 кг.
Elitech пм 1218
Мощное и эффективное оборудование для обработки металлических заготовок. Подходит для личного и профессионального 
Модель снабжена мощным электродвигателем и диском на 30,5 см.
Подключается к сети 380 В. Диск совершает до 5000 оборотов за минуту.
Ременная передача обеспечивает плавный пуск, исключающий поломку двигателя от перегрузок.
Можно регилировать глубину реза. Благодаря быстрозажимным тискам на смену оснастки уходит всего несколько секунд.
Характеристики:
- мощность — 1200 Вт;
- высота пропила — 50 мм;
- диаметр диска — 180 мм;
- посадочное отверстие — 22.2 мм;
- обороты — 5000 об/мин;
- угол наклона — 45 град.;
- вес — 5.5 кг.
Elitech пм 2535
Незаменимое оборудования для работы с металлом. С помощью него можно быстро и аккуратно распилить заготовки из черного и 
Модель предназначена для домашнего и профессионального использования.
Оснащена электродвигателем мощностью 2,5 кВт и диском 35,5 см, который делает до 388 оборотов в минуту. Этих параметров достаточно для распила заготовки на глубину 110 мм.
Пила имеет продуманную конструкцию и удобна в использовании. Смена круга занимает меньше минуты.
Характеристики:
- мощность — 2500 Вт;
- высота пропила — 110 мм;
- диаметр диска — 355 мм;
- посадочное отверстие — 25.4 мм;
- обороты — 3800 об/мин;
- угол наклона — 45 град.;
- вес — 18.5 кг.
Elitech пм 3040t
Инструмент для распила любого металла. Подключается к сети 380 В. Быстро делает разрез глубиной до 140 мм и шириной 120 мм. 
В процессе работы оператор не устает.
Благодаря продуманной конструкции управлять оборудование легко без специальных навыков. Предусмотрен ограничитель глубины реза для выполнения точного реза.
Благодаря быстрозажимным тискам смена оснастки занимает минимум времени. Безопасность обеспечивается защитным кожухом и системой блокировки от ошибочного включения.
Характеристики:
- мощность — 3000 Вт;
- высота пропила — 140 мм;
- диаметр диска — 400 мм;
- посадочное отверстие — 32 мм;
- обороты — 2800 об/мин;
- угол наклона — 45 град.;
- вес — 49 кг.
Makita lc1230
Профессиональное оборудования с прямым приводом мощностью 1,75 кВт и режущим диском диаметром 305 мм. Этих 
Устройство подключается сети 220 В с помощью 2,5-метрового кабеля.
За счет продуманной конструкции можно быстро сменить рабочую оснастку.
Устройство весит 19 кг. В набор входит пильный диск и торцовочный ключ и защитные очки.
Характеристики:
- мощность — 1750 Вт;
- высота пропила — 115 мм;
- диаметр диска — 305 мм;
- посадочное отверстие — 25 мм;
- обороты — 1300 об/мин;
- угол наклона — 45 град.;
- вес — 19 кг.
Makita lw1401
Незаменимое оборудования для работы со сталью, медью и другим металлом. Отлично справляется с распиливанием заготовок 
Обладает прекрасными характеристиками, за счет чего подходит для личного и профессионального использования. Продуманная рукоятка делает устройств эргономичным.
В процессе работы не образуются искры. Пила оснащена двигателем мощностью 2,2 кВт и диском на 25,5 см.
В течением минуты диск совершает до 3800 оборотов, поэтому быстро распиливает толстые заготовки.
Характеристики:
- мощность — 2200 Вт;
- высота пропила — 70 мм;
- диаметр диска — 355 мм;
- посадочное отверстие — 25.4 мм;
- обороты — 3800 об/мин;
- угол наклона — 45 град.;
- вес — 16.6 кг.
Zitrek пм-1200
Оборудование предназначено для частного строительства и для использования в небольших мастерских. Обладает высокой 
Выдерживает серьезные нагрузки.
Оснащена металлическим кожухом для защиты оператора от искр и устойчивой рамой.
Пила снабжена диском диаметром 180 мм, который делает до 5000 оборотов в минуту. Благодаря этого пропил твердых металлов занимает минимум времени.
Характеристики:
- мощность — 1200 Вт;
- высота пропила — 50 мм;
- диаметр диска — 180 мм;
- посадочное отверстие — 22 мм;
- обороты — 5000 об/мин;
- угол наклона — 45 град.;
- вес — 6 кг.
Вихрь оп-355/2200
Устройство для быстрого и аккуратного распиливания заготовок из нержавеющей стали, меди и других металлов. 
Модель снабжена электродигателем с мощностью 2,2 кВт и диском диаметром 355 мм, вращающимся со скоростью до 3800 оборотов в минуту.
Заявлена глубина распила 115 мм. Пила проста и удобна в использовании. Работает от сети 220 В. Подключается с помощью длинного шнура.
Характеристики:
- мощность — 2200 Вт;
- высота пропила — 115 мм;
- посадочное отверстие — 22 мм;
- обороты — 3800 об/мин;
- вес — 13.6 кг.
Двигатель
В зависимости от требуемой мощности металлорежущего станка и сферы его использования выбираем мощность двигателя. Она должна находиться в диапазоне 1,5-3кВт. Если вы планируете использовать отрезной станок в условиях домашней мастерской, небольшого металлообрабатывающего цеха, где резка профильной трубы, арматуры, уголка или иного проката производится относительно редко, а качестве заготовок применяется тонкостенный металл, по мощности в полтора киловатта вполне хватит.
При наличии трехфазного двигателя мощностью около 3 киловатт его можно подключить на 220 вольт, использовав место схемы «звезда» схему «треугольник». Но при этом нужно учитывать, что мощность его снизится на 25-30%. Главное, что сохранится указанное на шильдике число оборотов.
Для установки на отрезном станке по металлу двигатель должен обладать количеством оборотов равным 2500-3000 в минуту. Это связано с тем, что именно при таких оборотах оптимально работает отрезной диск.
Для самодельного отрезного станка по металлу используются круги диаметром 300-400 миллиметров. Здесь тоже нужно исходить из потребностей производства. За слишком большим диаметром диска гнаться не стоит — чем дальше от центра отстоит рабочая кромка, тем меньше усилия реза, и потребуется более мощный двигатель.
Сделанный самостоятельно отрезной станок по металлу в первую очередь должен быть безопасным. На отрезных дисках указано максимальное количество оборотов, при которых их можно эксплуатировать. Как правило, оно не должно превышать 4400 оборотов в минуту.
Если получится больше — диск может разрушаться, что небезопасно. Если же количество оборотов будет менее 3000, то скорость резки будет недостаточной, а диск будет сильно перегреваться и истираться. Именно эти цифры следует принимать в качестве исходных для расчета силовой передачи.
Дополнительные возможности
Кроме перпендикулярных поперечных резов, очень часто требуются угловые на 45 градусов; редко – на произвольный наперед заданный угол. Докупать поворотный стол с угловыми делителем? Влетит в «копеечку» где-то от $40, если хороший долговечный. А нерегулируемого стусла для реза ручной ножовкой под станком хватит максимум на 4-5 заготовок.
Простейшее решение – стол для отрезного станка с боковым продольным упором и рисками на фиксированные углы, поз. А на рис.:

Конструкции столов к отрезным станкам для резки под углом
Наладка – поворотом стола или станка с фиксацией струбцинами. Серьезный недостаток – долгая и утомительная переналадка с угла на угол. Ее можно облегчить, выставив по разу на каждый угол точно прорезав диском в столе пазы. Тогда наладка сводится к установке диска по пазу, но все равно – при непрерывной работе за 8 час. смену зря теряется до часа и более времени.
Иногда, и не так уж редко, на поперечном в общем-то отрезном станке приходится делать продольные резы ограниченной длины. Напр., узкие прямые пазы и канавки в тонком материале. Что на циркулярке вообще невозможно, а фрезером со специальным столом (достаточно сложным и громоздким) вряд ли. Здесь поможет отрезной станок с протяжкой – выдвижным по ходу реза рабочим органом, см. след. рис.:

Самодельный отрезной станок с протяжкой из болгарки
Конструкция его никак не для начинающих мастеров, поэтому ограничимся ее видео описанием, см. ролик:
Достоинства и недостатки
При полной комплектации маятниковая пила абсолютно безопасна и комфортна в использовании. Пылесборник собирает элементы абразива и частицы металла. Зажим для закрепления заготовки держит отпиливаемую деталь и не допускает перекоса полотна.
Достоинства маятниковых отрезных станков:
- Многофункциональность, достаточно просто заменять полотно пилы.
- Качественный, точный срез заготовки, за счёт точности работы маятниковой установки, особенно это касается профессионального инструмента компании Макита.
- Высокая скорость резки, маятниковая отрезная пила по металлу работает достаточно быстро.
- Доступность и лёгкость монтажа. Купить такую пилу достаточно просто, она предлагается практически во всех магазинах инструментов. При особой необходимости можно собрать маятниковую пилу своими руками.
- Лёгкость обслуживания и смены элементов устройства и режущих дисков. Особенно просто заменять полотно пилы.
Недостатки: единственным недостатком этого рода станков является их высокая стоимость в профессиональном исполнении. Так, маятниковая пила Makita стоит от 10 тыс. рублей. Но в то же время инструмент компании Макита наиболее ценится нашими промышленниками.
Зачем делать станок из ушм
Существует несколько причин чтобы делать такую приставку для болгарки самостоятельно.
- Самостоятельное изготовление позволит сэкономить деньги на покупку. Такой девайс не является сложным, поэтому его изготовление не потребует много затрат.
- Выполненный своими руками станок подгоняется для каждых условий индивидуально. Это позволяет сделать оригинальные крепления к столу. А также индивидуальную установку режущей части, которая позволит монтировать УШМ разных размеров.
- К такому оборудованию также можно изготовить отдельные приставки, которые позволят затачивать пилы или использовать диски по дереву.
- Допускается установить регулятор оборотов, что поможет облегчить многие работы в будущем.

Идеальный отрезной станок по металлу!
Давайте вместе создадим идеальный отрезной станок по металлу.
Здравствуйте уважаемые форумчане!
Небольшое предисловие:
Мы давно занимаемся металлоизделиями. Взяли большой заказ на резку. Понадобилась еще одна маятниковая пила.
Первым делом поехал по магазинам. Весь выбор сводился либо на 220 в ( метабо и макита) с диском на 355 или китайци с диском на 400. Поскольку опыт и в тех и в тех пилах есть, скажу о плюсах и минусах . метабо, макита, девольт, и им подобные имеют очень большой минус в конструкции. у них одна из шестеренок выточена сразу на якоре( роторе) и при закусывании диска часто ломается. и менять приходится весь якорь. по ценам на 2022 год он стоит 3500. а это оч дорого. в общем такие пилы до первого ремонта у нас ходят максимум 4-5 месяцев. ( конечно они себы оправдывают с лихвой , но не очень интересно когда станок становиться во время разгара работы) по стоимости такая пила на 2022 г в Ставропольском крае примерно от 11 000 до 16 000р.
в китайцах такого минуса нет. у них идет ременная передача, и при закусывании диска просто проскальзывает ремень.
, но есть другие недостатки: двигатель на них как правило стоит 2.2 квт, и если пилить толсту. заготовку или швелер , движок становиться. и плюс как правило станина у них из чугуна, и немного хрупковата, были случаи что у реят упал швелер и ракололась платформа. ( правда это было в соседнем цеху) по стоимости на 2022г такие пили примерно у нас 25000-35000 руб
Сами мы пользуемся на монтажаж макитами 2414 NB В цеху самодельными. По ремонту самодельная за 5 лет ни разу не поломалась . поменяли только ремни раза 4 может 5. и ВСЕ.!!!
Так что Давайте вместе придумаем идеальный станок, а мы его сделаем, и выложим отзыви и чертежи.
P/S/ Подобную тему буду вести на форуме ост металл . Думаю совместными усилиями мы сделаем это.
§
Ага, ставил я алмазный диск на торцовочку деревяшечную. Для керамики — вполне работала идея, но чтоб пилу не убивать, я ей воздух по рукаву для сушильной машины подавал. А на железе — свёрла победитовые точить. А вот резать железо — дохнет алмазный диск очень быстро. Тарелка — прекрасно работает как точилка с выставлением угла в двух плоскостях. В домашних условиях — орёт неприемлемо. Коллекторник и пять с лишком тыс/обмин что ни делай — шум будет. Года полтора как дал я её поработать, как пилу торцовочную, и ушла она в края сухой древесины…
Так что — пыль будет.
А всё остальное — согласен, маятник, сож и ремни — оно правильно. А резать — пильным твердосплавным диском — пыли не будет, только стружка. Шумно, но точно и быстро. Дорого.
Маятниковую ножовку — макетировал. ( делал — слово не подходящее, и время не то, потому как я к этой теме ещё вернусь) Очень погано вышло. Медленно, печально и криво. Ну с последним сам виноват.
Ленточка, почти самая дешевая, на 125мм. Тайваньский «Носорог». 1,1кВт.
Несколько лет, весьма востребована, на 100 мм увод в районе 0,5мм. Очень сильно зависит от полотна. Калёное не берёт — садятся зубы. Заход под малым боковым углом — гарантированный увод из за несимметричной посадки зубов и отжима ленты. Надо делать площадку для захода. Тихая. Хорошие полотна, если так можно сказать о полудюймовых полотнах, дороги. Китайские — в три с лишним раза дешевле, но чистая лотерея даже в одной партии. Так что, я как раз и рекомендую ленточку, несмотря на наличие в хозяйстве пары дисковых ТС пил. Это инструмент хороший, но очень шумный и диски фирменные — дорогие… а дешёвые и переточка — ресурс малый.
Ленточка по дровам — тоже есть, и весьма полезна, несмотря на то, что предельно дешева.
Пилы Геллера у нас вовсю используют на заводах ЖБИ — пилят арматуру. Спросил почему именно их — дешевле прочих.
Изменено 05.06.2020 12:46 пользователем anatoly8
§
Я как раз и писал. По своему опыту. Тонкий металл без бутерброда, не дающего ему пружинить — смерть твердосплавному диску. Ржа — аналогично. Не соответствующая заточка диска — тоже… И на каждый узкий круг задач — у производителя имеется свой, дорогой тип ТС зубого диска.
Теперь чуть чуть о железяке с надписью Эволюшен… То, что я вижу на снимке — зубами для пиления стали — не являются. Зуб такой пилы с положительным передним углом — затягивает в металл. Чтоб такого не происходило — делают зубу » хвост», не позволяющий погрузиться больше чем безопасная глубина съёма на зуб и передний угол от нулевого до отрицательного. Ни того, ни другого я на снимке не вижу. Для тонкого — делают много мелких зубчиков — и это сделано. Но форма пластинки — типична для деревяшечного диска! Тонкая пластина, остро заточенные зубья и их много… Такой диск действительно в момент сыплется. Как я уже писал — я попробовал переточить не до конца убитый деревяшечный диск на углы по стали — и с десяток другой резов оно проработало… То что на моих работает — пластина толстая, зубы с «хвостом» и отрицательным передним углом в 3градуса, емнип ( пилы упакованы) и их всего то 60 на 305мм диск. И отказ фирмы принимать претензии при нарушении рекомендованных для реза материалов… Предполагаю, что показаный Вами диск — как раз и есть случай наглой подделки.
Сама пила. То, что я вижу — достаточно тонкая штампованная коробка, и какой то странного вида зажим.
Сильно сомневаюсь, что внутри этого короба вварены усиления. У дешовой макитовской пилы — основание — литой алюминий с рёбрами жёсткости. И рекомендация прикрутить её на прочное основание, и отверстия для этого. Не сказать чтоб очень жёсткая, но работает. У тех что видел из несколько получше — уже чугун или сталь, но их уже не потаскаешь.
Так что и тут — сильно не уверен в происхождении этого инструмента. Это как современный бош на рынке за цену малую, но с роскошными характеристиками и малым весом… Фальшак… Утверждать, конечно не могу, но… обоснованные подозрения — есть.
Классификация дисковых отрезных станков
Дисковые станки по резке металла подразделяются на 4 основные категории. Универсальным инструментом, применяемым ко всем видам металлов, является дисковый станок первой категории. Дисковый элемент отрезного оборудования позволяет обрабатывать металлические изделия большими количествами.
Существует масса разновидностей производственных, бытовых станков. Основным отличием является количество режущих кромок, предлагаются к использованию два основных вида:
- Конструкция с одним дисковым элементом, обладает низкой мощностью и КПД. Одноголовочные станки имеют ограниченный функционал, низкую скорость резки. Применяются при выполнении резки одного элемента, позволяют нарезать рамные профили или трубы, подготовить оснастку.
- Отрезной станок с конструкцией двух режущих элементов позволяет обрабатывать металл сразу по нескольким направлениям. Двух головочное оборудование имеет жестко закрепленную головку, второй вращающийся режущий элемент перемещается. Производительность инструмента возрастает вдвое, поэтому такой инструмент применим в крупных производствах, условиях автоматизированного процесса. При работе с рамным профилем достаточно одного прогона, что заметно экономит время.
Двухголовочный отрезной станок
Применяется несколько видов отрезных станков, также они разделяются по способу подачи инструмента. Необходимо грамотно подобрать оборудование при соответствии с требованиями к нему. Только при этом случае, возможно окупить затраты на резку металлов при последующей работе.
Консоль (маятник)
Консольная часть отрезного станка по металлу — одна из самых важных. Помимо того, что она должна быть тщательно сбалансирована, надежно сварена с соблюдением всех необходимых размеров, она еще должна двигаться строго перпендикулярно рабочему столу. Основанием крепления маятника являются две вертикальные стойки с прорезями под маятниковую втулку (диаметр 10-12 мм).
В отверстия стоек горизонтально устанавливается вал-втулка к которому приваривается коромысло, состоящее из двух рычагов, соотношение которых один к трем. На коротком плече приваривается площадка под установку электродвигателя. На длинном плече вал привода отрезного круга.
Соотношение длины рычагов приведено примерное, его нужно рассчитать так, чтобы в нерабочем положении вес двигателя перевешивал вес пильной части в собранном виде (с защитными кожухами). Для приведения диска включенного станка в соприкосновение с металлом необходимо приложить небольшое, но ощутимое усилие.
Для удобства работы к нижней части площадки двигателя прикрепляется возвратная пружина, а угол отклонения маятника вверх регулируется тросом или цепью, закрепленной одним концом к столу, а вторым — к нижней части длинного рычага.
Конструктивная схема
Болгарка крепится к станине болтом в одно из резьбовых отверстий для боковой рукояти. Отрезные станки на основе УШМ выполняются в основном по горизонтальной и вертикальной схемам. В первом случае корпус базового инструмента крепится вдоль качалки; во втором – поперек вверх.
Продольная схема хороша тем, что болгарку легко уберечь от проворота в работе, пристегнув за корпус хомутом-«удавкой». Но вертикальная схема (см. рис. справа) лучше во всех прочих отношениях: работать гораздо удобнее, короткое жесткое плечо качалки позволяет с очень простым ее шарниром (см. далее) добиться «настоящего маятникового» качества реза, и отбойная пружина нужна послабее, что тоже эргономично.
Самодельный отрезной станок вертикальной схемы из УШМ (болгарки)
Кажущийся недостаток вертикальной схемы – возможность проворота инструмента на ходу, т.к. крепежный болт может ослабнуть из-за вибрации. Но в большинстве болгарок рядом с крепежным отверстием рукояти можно насверлить пару мелких глухих отверстий (возможность определяется по осмотру разобранного редуктора. А в монтажную плиту без проблем ввинчиваются фиксирующие штифты. Чтобы переделывать не пришлось, действуем таким порядком:
- Осмотром разобранного инструмента определяем, где можно расположить фиксаторы. Глубина лунок под них нужна 3-4 мм; диаметр такой же. Глубже и шире не надо, зачем зря ослаблять корпус редуктора.
- Замеряем поточнее, где будут фиксаторы относительно резьбового крепежного отверстия, вычерчиваем эскиз.
- В монтажной плите размечаем отверстия под фиксирующие штифты. В зеркальном отражении, не забудьте! Можно набросать эскиз на тонкой бумаге и наложить ее на плиту рисунком так, чтобы контуры крепежного отверстия совпали.
- Сверлим пионерные отверстия под фиксаторы. Пока помельче, лишь бы пролезла чертилка потоньше. Лучший ее вариант в данном случае – цыганская игла или сапожное шило.
- Ставим на плиту инструмент с диском побольше и при помощи пары слесарных угольников выставляем его (диск) строго вертикально. Осторожно, чтобы не сбить установку, потуже затягиваем крепежный болт. Эту операцию лучше производить с толковым помощником.
- Сквозь отверстия в плите размечаем на корпусе редуктора, где сверлить лунки под фиксаторы.
- Сверлим лунки в болгарке, а в плите рассверливаем в размер отверстия под фиксаторы и ставим их. Можно использовать винты М3-М4, завернутые с изнанки плиты; тогда и отверстия под них нужны резьбовые.
- Ставим на место инструмент, проверяем диск на вертикальность. Чуть ушел – не страшно. Можно подпилить один или оба фиксаторы сбоку надфилем до эксцентричности и подвернуть, подправив инструмент. В таком случае фиксаторы фиксируются (вынужденный повтор) краской, клеем по металлу или холодной сваркой.
Материалы и инструменты
Для работы понадобится:
- болгарка;
- сварочный аппарат;
- дрель;
- набор плашек, метчиков, гаечных ключей.
Купить придется электрический двигатель мощностью 1,5-2 кВт однофазный или трехфазный. Кроме того понадобятся два шкива, вал, подшипники 204 или 205, металлический уголок, листовая сталь толщиной 2-4 миллиметра. Когда все это будет собрано, начинается собственно изготовление станка.

В статье мы рассмотрим изготовление станка на базе электродвигателя
Чертежи можно сделать самому, используя материал из интернета, или воспользоваться готовыми, например этими. Но опыт показывает, что лучше всего адаптировать чертежи под те материалы, которые есть у вас в наличии. Как правило, конструкции сделанные своими руками, лучше всего работают тогда, когда вы их «подгоняете» под себя.
Большинство отрезных станков по металлу, которые изготовляются своими руками, принадлежат к маятниковому типу. Ленточные станки более сложные в изготовлении, но их можно сделать в условиях небольшой мастерской или металлообрабатывающего цеха. Пока что остановимся на наиболее удобной разновидностью отрезного станка — дисковом. Общую конструкцию можно увидеть на видео.
Он состоит из нескольких основных узлов:
- электродвигателя;
- маятника;
- механизма привода;
- отрезного диска;
- рабочего стола.
Рассмотрим их по отдельности.
Мотор или ушм?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию.
Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин. (смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
В целом, если вы занимаетесь сборкой металлоконструкций на месте и располагаете автотранспортом, или торгуете металлопрокатом (либо древесным длинномером) с порезкой в размер от заказчика, то вам нужно делать станок с отдельным приводом. Если же торцовка и порезка точно под углом для вас не каждодневная необходимость, то лучшей будет отрезная станина для болгарки.
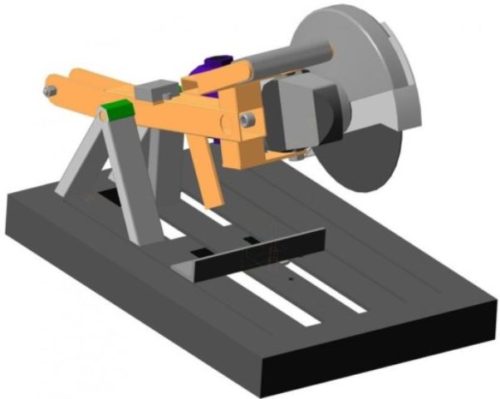
Настоящие маятниковые
Как устроен «настоящий маятниковый» отрезной станок по металлу, показано на рис.; качающийся «маятник» выделен цветами.
«Фишка» конструкции – качалка-коромысло, сбалансированная весом мотора так, чтобы усилие холостой подачи (без резки) на всю длину рабочего хода было прибл. равномерным и составляло ок. 5 Н (где-то 0,5 кгс). Именно такое «холостое» усилие позволяет опытному станочнику наилучшим образом чувствовать материал и машинально работать с максимальной производительностью без накопления усталости, буквально играючи.
Если же возникла опасная ситуация и рабочий бросил рукоять подачи, то инерция мотора и хребтины коромысла обеспечивают плавный отскок диска. Вероятности перехода опасной ситуации в аварийную и порчи режущего органа много уменьшаются, да и заготовка чаще всего остается неиспорченной – посмотрел, что не так, поправил, дорезал.
Примечание: возвратная пружина коромысла в сбалансированных маятниковых отрезных станках почти всегда есть, но роли отбойной аварийной (см. далее) она практически не играет, только дает начальный толчок тяжелой качалке, если диск «закусило». Чаще всего возвратная пружина в станках данного типа используется для установки усилия холостой подачи «под себя».
О выборе мотора
В описаниях конструкций выше указана механическая мощность двигателей на валу Pм. Для асинхронных моторов ее отличие от паспортной электрической Pэ существенно, т.к. их крутящий момент не может изменяться в широких пределах. Подбор подходящего асинхронного электромотора для проектируемого «отрезника» производится след. образом:
- смотрим на шильдике или в спецификации Pэ и cos φ (аналог КПД для электродвигателей переменного тока);
- определяем номинальную мощность на валу Pн = Pэcos φ;
- если мотор однофазный на 220 В, считаем Pм = Pн;
- если 3-фазный мотор на 380 В конвертируется под однофазное включение 220 В звездой, считаем Pм = 0,707Pн;
- то же, треугольником, Pм = 0,5Pн.
Пример расчета «от обратного». Нужен мотор на 1,2 кВт «механики». Питание однофазное бытовое. Типовое значение cos φ для мощностей данного порядка 0,85. Значит, надо искать на Pн/cos φ = 1,2/0,85 = 1,4 кВт. Однофазных на такую мощность в пределах досягаемости не просматривается, так что ищем 3-фазный на Pн/0,707 = 2 кВт с обмотками, соединенными звездой, или такого же типа на Pн/0,5 = 2,8 кВт, если обмотки соединены треугольником.
Примечание: видеопримеры выполнения любительских отрезных станков – универсального «гаражно-хозяйственного» на диск до 350 мм:
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine».
Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.
Примечание, к слову. Войскам США во время Корейской войны пришлось вплотную спознаться со штурмовиком Ил-2. Отчего к ряду почетных прозвищ этой легендарной машины прибавилось английское «Meat grinder from Hell» (адская мясорубка). Что косвенным образом свидетельствует о стойкости духа американских солдат сравнительно с немецкими; те более употребляли «Betonflugzeug» (бетонный самолет). Уж очень трудно было сбить «горбатого» (это уже по-нашенски, по-пехотному).
Пошаговая инструкция
На начальном этапе следует изготовить основание. Требуется разрезать уголок на четыре части под углом 45° с каждой стороны. Размеры деталей могут выбираются произвольными так как встречаются разные габариты болгарок. Они свариваются между собой образуя прямоугольник.
На следующем этапе необходимо выполнить маятник. Первым делом изготовляется его основа. Из проф трубы требуется сварить две детали под углом 90°. Они устанавливаются на основание, с расстоянием друг от друга равным 40 мм. Края деталей должны запиливаться на 45°. Это необходимо для того, чтобы детали имели полное прилегание к основе.
Далее необходимо подготовить механизм для качания. Он выполняется из шпильки и трубки. Вместо металлической трубы можно взять гайки с внутренней резьбой как у шпильки.
Две части трубок привариваются на вершины уголков, которые будут служить качающим узлом.
Для маятника берется профильная труба сечением 40×40 мм. Толщина стенки должна быть не менее 3 мм. По середине трубы сверлится отверстие, диаметр которого должен строго соответствовать диаметру шпильки.
Важно! Изготавливая этот узел, следует обязательно проследить: люфт должен полностью отсутствовать, потому что он влияет на ровность реза.
На один край маятника устанавливается одна или несколько пружин: на краю сверлятся отверстия для зацепа.
Для крепления УШМ на стрелу маятника требуется просверлить отверстия в его основании. Необходимо приложить болгарку и отметить место для отверстия в стреле. Так как крепление на один болт является не надежным, необходимо закрепить сам режущий инструмент на дополнительные два болта. Для этого, с помощью сварки, делаются специальные крепления, которые устанавливаются на край стрелы маятника.
Перед испытанием станка, необходимо провести тонкую настройку. Устанавливают режущий элемент и делают первую протяжку по станине. В этом месте требуется установить упор или же специальные тиски для сверлильного станка. Начальный рез будет нулевой точкой отсчета.
Важно! При разрезе любой детали она должна быть прочно зажата. Это избавит от ударов или искривления отрезного диска.
Когда диск установлен на УШМ его прикладывают к станине и с помощью уголка проверяют ровность угла отреза. Если угол не отрегулирован, то это требуется сделать в обязательном порядке.
Привод
В качестве механизма привода удобнее всего использовать ременную передачу. Для этого придется найти два шкива одинакового диаметра. Один из них насаживается на валу двигателя, второй — на приводной вал отрезного диска. Вал диска устанавливается на двух подшипниках.

Чертеж отрезного станка по металлу
Для натяжения приводного ремня двигатель закрепляется у тыльной части маятника на 4 болтах, расположенных в продольных прорезях. Он может смещаться в направлении центральной оси станка (перпендикулярно оси вращения вала двигателя) на 5-7 сантиметров.
Примеры самоделок
Самый сложный сборочный узел показанной выше конструкции – поворотный стол с угловым делителем; сделать его дома «на колене» невозможно. Резка под заданным углом всеми описанными ниже конструкциями осуществляется поворотом и фиксацией всего станка относительно стола (верстака) для заготовок с продольным упором (или наоборот, верстака относительно станка). С отрезными станками из болгарок проще, см. далее.
Внешний вид и чертежи основных деталей наиболее универсального самодельного отрезного станка даны на след. рис.
Этот станок к тому же и мобилен: его, в пределах участка, можно переносить руками и возить в багажнике легкового автомобиля. Это может стать ценным качеством, напр., при монтаже/демонтаже/ремонте трубопроводов на местности. Мощность мотора на валу (см. далее) 1,2-1,5 кВт. Частота вращения диска 2500-2900 мин
–1
; диаметр диска до 350 мм.
Для тех, кто еще путается в допусках-посадках, также на рис. даны условия согласования сопряженных размеров; размеры D32 согласовываются по правилу для D15. Чтобы получить нужную соосность (центровку) шеек рабочего вала под подшипники (D20–0.03) на токарном станке обычной точности, их нужно точить начисто в один установ и один проход резца (подача – минимальная, это вам не окалину драть).
Коромысло в данном случае – лист стали S>4, усиленный хребтиной из трубы D30; ее отгиб – рычаг подачи. Коромысло может быть рамным, из профтрубы от 30х30х2. Его размах (длина) не критичен в пределах 400-500 мм. Возвратной пружины нет (можно поставить). Отброс коромысла вверх устанавливается выносом его «хвоста» назад от шарнира (см. ниже).
Обоймы подшипников рабочего вала устанавливаются зеркально отверстиями D21 друг к другу. Такой прием монтажа на неформальном конструкторском жаргоне называется «попка к попке» (смягчено в общедоступной публикации). В данном случае он позволяет без дополнительных конструктивных элементов исключить продольное смещение вала в подшипниках, т.к. чашки их обойм закрыты справа планшайбой, а слева ведомым шкивом. Сборка узла рабочего вала на коромысле производится след. порядком:
- подшипники вкладываются в готовые обоймы (с приваренными и подрезанными на плоскость укосинами);
- обоймы с подшипниками надеваются на вал, как указано выше;
- на длинный хвостовик D15 (левый на чертеже) надевается ведомый шкив;
- поверх шкива на тот же хвостовик надевается проставка;
- шкив через проставку туго затягивается гайкой М14;
- вал в подшипниках и со шкивом ставится на испод коромысла и временно притягивается к нему за середину струбциной (не туго!);
- обоймы подшипников также временно распираются деревянными лучинами;
- вал выставляется точно параллельно переднему обрезу коромысла: его проекции вверх должны быть касательны обоймам подшипников. Пользоваться двумя слесарными угольниками одновременно!
- прихватами быстро подвариваются укосины обойм. Ток – не более 60-80 А;
- струбцина и распорки снимаются, проверяется легкость вращения вала. Заедает – отрезаем обоймы по сварке и повторяем пп. 6-10;
- обоймы подшипников привариваются окончательно. Варить короткими стежками попеременно-поочередно правую-левую;
- даем сборке полностью остыть и снова проверяем вращение вала. Клинит, заедает – увы, перегрето при сварке. Рукам еще нужно дорасти, как надо, а обоймы придется делать (заказывать) заново. Возможно, и подшипники менять;
- вал крутится легко, плавно – закрывает подшипниковый узел легким кожухом от опилок и окалины.
Шарнир коромысла собирается аналогично, но «попкой от попки» (чашками обойм внутрь) и также закрывается легким кожухом от пыли. Ось шарнира – отрезок кругляка D(21…45), какой есть под рукой. По концам проточены шейки подшипников, такие же, как на рабочем валу, и хвостовики М14 длиной от 40 мм.
Станина – из профтрубы, уголка от 40х40 и т.п. подручного металлохлама. Шарнир крепится в проушины ее стоек парами гаек (внутри и снаружи). Еще вариант сборки шарнира – обоймы его подшипников привариваются к плоской раме вместе с осью, как на врезке в рис.
Ведущий шкив двигателя нужно сделать/подобрать таким, чтобы частота вращения диска была близка к номинальной. Пусковую схему двигателя заранее собирают на левое (смотря со стороны вала) вращение, «искрами от себя». В таком случае отдача усилия резания будет затягивать гайки шкивов и диска; они будут прочно держаться на трении, шпонок, шплинтов и т.п. дополнительных «неудобных» технологически фиксаторов не понадобится.
Чертежи отрезного станка меньшей мощности, но более точного (пригоден для работы с алмазными дисками) даны на рис. Электромотор на 350-400 Вт 2800-3000 об/мин.
Разбивка по позициям: 1 – электродвигатель; 2 – станина; 3 – защитный кожух рабочего органа (сталь s2); 4 – рабочий орган (абразивный диск); 5 – защитный кожух ременной передачи (сталь s2); 6 – клиновой ремень А-1018; 7 – винт М8х14; 8 – ведущий шкив (Д 16);
9 – крышка кожуха ременной передачи (сталь s2); 10 – ведомый шкив (Д 16); 11 – распорная втулка (сталь); 12 – шайба (сталь); 13 – рукоять подачи; 14 – болт М6х12; 15 – винт М5х10; 16 – рабочий вал (сталь); 17 – передняя крышка подшипникового узла (Д 16);
18 – задняя крышка подшипникового узла (Д 16); 19 – втулка (сталь); 20 – шайба (сталь); 21 – гайка (сталь); 22 – шариковый подшипник № 203; 23 – корпус шпинделя (сталь); 24 – бобышка кожуха передачи (сталь); 25 – винт М6х8; 26 – винт М8х16; 27 – бобышка кожуха диска (сталь);
28 – консоль коромысла (сталь); 20 – болт М6х16; 30 – корпус шарнира коромысла (труба 1/2”, сталь); 31 – ось шарнира (сталь); 32 – втулка (сталь); 33 – шайба; 34 – гайка М10; 35 – монтажная плита электродвигателя (сталь), 36 – корпус пускового устройства электродвигателя (Д 16).
Примечание: корпуса шпинделя и шарнира коромысла перед сборкой набиваются смазкой ЦИАТИМ-221.
Особенности данной конструкции, первое, отсутствие шарикоподшипников в шарнире коромысла. Это позволило упростить изготовление сборку станка (отпадает сложная токарка его оси и ее центровка). Второе – длинное плечо коромысла не прямая хребтина, а ломаная в плане консоль.
Это делает станок компактнее, а рабочий орган более стойким на кручение по оси маятника. Т.е., в этом станок можно без опасений заправлять чувствительные с заклиниванию и выкрашиванию тонкие алмазные диски. Но грубых работ и частых перевозок с места на место такой станок не выдержит: в шарнире маятника появится поперечное биение, что сведет на нет все заботы и труды по повышению точности. В общем, это станок для аккуратной работы с достаточно качественными материалами.
Примечание: в станках подобного назначения успешно применяются более «мягкие» и включаемые непосредственно в бытовую электросеть двигатели от стиральных машин, см. напр. ролик:
Создание маятникового станка своими руками
Для этого достаточно сделать станину из швеллера и уголка, в качестве рабочего инструмента можно использовать обычную циркулярную пилу, закрепив ее на станине.
Раскрой станины, сделать достаточно просто, установить два швеллера — лапы, соединив их попарно. К ним приварить основание маятника. Часто в роли основы используют цельную металлическую плиту в 12 мм толщиной, в этом случае отверстие для диска пилы просто прорезается или высверливается. Нужен сверлильный станок.
После этого необходимо сделать обоймы под подшипники для маятника, для этого лучше всего обратиться в токарный цех. После токарной обработки потребуется и сварка.
Также во время создания деталей поворотного станка и маятника вам потребуется фрезерный станок и сверлильный.
Не стоит забывать и о кожухах, для их изготовления лучше всего использовать листовой металл толщиной 0,8–1 мм. Раскрой производится по готовым выкройкам, после чего прихватывается точечной сваркой.
Стоит заранее рассчитать все необходимые операции и расход металла.
В ходе обработки и заготовки использованы:
- Газовый резак, резка металла основания, заготовок маятника и станины.
- Токарно-винторезный станок, для вытачивания пальцев и обойм.
- Фрезерный станок, для обработки краёв заготовок и фрезерования части деталей маятника.
- Сверлильный станок.
- Сварочный трансформатор.
В целом получается, что цена самостоятельного изготовления станины для маятниковой пилы велика, потребуются силы целого ремонтно-механического цеха. В некоторых случаях, оно того стоит, иногда нет. Цена слишком велика.
Иногда проще и эффективнее купить уже готовый инструмент. Это позволит сохранить время и деньги.
Техника безопасности
В процессе работы над отрезным станком (а также при его эксплуатации в дальнейшем) следует строго соблюдать технику безопасности. Обязательно используйте защитную маску или очки, а УШМ располагайте таким образом, чтобы сноп искр был направлен «от себя».
Высокая пожароопасность оборудования требует проведения работы в проветриваемом помещении и вдали от горюче-смазочных материалов. Во время сварочных мероприятий следует также использовать защитную маску, перчатки из толстой кожи, закрытую обувь и защитный комбинезон.
Работая с отрезным станком, не старайтесь ускорить процесс, чрезмерно нажимая на инструмент. В лучшем случае подобная спешка может закончиться разорванным диском и заклинившей гайкой его прижима.
Используя сварочный аппарат, обеспечьте хорошее заземление и избегайте эксплуатации оборудования с оголёнными участками кабелей. Помните о том, что сварка на открытой местности в дождливую погоду запрещена. Что же касается эксплуатации отрезного станка, то при обустройстве кнопки для его включения обезопасьте себя, установив простую развязку с силовым 12-вольтовым реле.
Для этого можно сделать педаль с любым нефиксирующимся включателем (например, кнопку от дверного звонка) и применить любое твердотельное реле, рассчитанное на коммутацию токов не менее 10А. В качестве источника питания используют батарею или аккумулятор с напряжением от 5 до 24 В.
Отрезной станок из болгарки представляет собой удобный инструмент, который легко можно смастерить, если есть навыки работы с электросваркой и слесарным инструментом. Сделанная всего за один день маятниковая дисковая пила сбережёт время в дальнейшем и позволит выполнять слесарные и сварочные работы точно и аккуратно.
Станки для резки металла представляют собой специальное электрооборудование высокой производительности, с помощью которого происходит резка (раскрой) различного металлопроката.
Наиболее часто они применяются для нарезки заготовок из металлических материалов таких как:
- лист;
- полоса;
- уголок;
- труба (круглая и профильная);
- швеллер;
- двутавр.
Станок для резки металла необходим производственным, монтажным и строительным предприятиям, металлобазам. Некоторые мастера, своими руками создают самодельный станок, рассчитанный исключительно под хозяйственные нужды.
Устройство маятниковой пилы из болгарки
Отрезной станок из УШМ в большинстве случаев выполняют по системе маятника. Подобный инструмент в народе так и называется маятниковой пилой.
Принцип работы такого устройства основан на перевешивании. На край вертикальной опоры, устанавливается два металлических уголка. Они должны крепится на петли строго посередине. Собранное устройство такого вида напоминает детскую качель. В месте где будет проводится рез деталей, производится крепление болгарки. На другом краю маятника устанавливают груз, который будет поднимать болгарку по окончанию реза.
Вместо груза можно также установить пружину, которая работает на сжатие. Жесткость пружины подбирается на практике.
Как закрепить болгарку для точной резки? Требуется открутить ручку на инструменте. И по имеющимся отверстиям в болгарке просверлить такие же в уголке. Для крепления требуется ее прикрутить двумя болтами.
Далее рекомендуется ручку УШМ установить на свое место, для удобства реза.
Чего не надо
Самые серьезные ошибки при изготовлении самодельных отрезных станков на основе УШМ, во-первых, недостаточно жесткое крепление инструмента к качалке, напр. разбалансированное относительно точки приложения обратного усилия резания (поз. А на рис.). Инструмент в работе перекашивается, рез идет туго, получается скошенным по вертикали и рваным, а диск быстро изнашивается.

Примеры неоправданно сложного исполнения самодельных отрезных станков из болгарок
Во-вторых, крепить болгарку за защитный кожух (поз. Б) просто опасно. И зачем, спрашивается? Ради лишней бессмысленной работы? Там же есть штатные, рассчитанные под нагрузку, крепежные отверстия, одно из которых всегда свободно.
Раз уж речь зашла о бессмыслицах, нельзя не задержаться на конструкциях станин и качалок. Посмотрите на след. рис.:

Примеры неправильного конструктивного исполнения самодельных отрезных станков из болгарок
Стремление авторов сих произведений добиться их жесткости и устойчивости похвально. Но отнюдь не мешало бы прежде подучить хотя бы самые основы сопромата, термеха и строительной механики. А расчеты по ним показывают: вилки из профтрубы от 25х25х1,5 шириной до 200 мм, высотой до 150, и хребтины из такой же трубы от 40х40х2 длиной до 350 мм (любая болгарка укладывается лежа) более чем довольно, чтобы получить точность реза лучше 1 мм.
Шарнир
Качество реза болгаркой почти нацело определяется качанием инструмента в поперечной диску вертикальной плоскости и боковым смещением по ней же. Конструкция шарнира (и части станины), практически полностью исключающей то и другое, показана на след. рис.
Основные материалы – обрезки трубы, прутка и шарики от подшипников D(8…15). Сделанный «на колене» узел не менее точен и устойчив, чем сложные «фирменные». Проварить нужно только углы вильчатой рамы, но, если ее согнуть из толстой полосы, то и этого не понадобится.

Устройство шарнира коромысла (качалки) самодельного отрезного станка из болгарки
Перед сборкой в полости трубы набивается любая консистентная смазка, хоть паровозный тавот. Центровка и устранение люфта – боковыми болтами, которые фиксируются внутренними контргайками, а те – краской/клеем. Крепление хребтины сваркой производится до сборки; резьбой ее можно крепить и после.
Похожие записи:
 Обзор 19-и лучших бензиновых триммеров: для травы, недорогие, цена качество, универсальные, профессиональные, колесные — Топ 2021 года по отзывам пользователей
Обзор 19-и лучших бензиновых триммеров: для травы, недорогие, цена качество, универсальные, профессиональные, колесные — Топ 2021 года по отзывам пользователей  Braun BT 3040 – купить машинку для стрижки волос, сравнение цен интернет-магазинов: фото, характеристики, описание | E-Katalog
Braun BT 3040 – купить машинку для стрижки волос, сравнение цен интернет-магазинов: фото, характеристики, описание | E-Katalog  - Ростов-на-Дону") Триммер электрический BOSCH ART 26 SL, отзывы владельцев в интернет-магазине СИТИЛИНК (293587) — Ростов-на-Дону
Триммер электрический BOSCH ART 26 SL, отзывы владельцев в интернет-магазине СИТИЛИНК (293587) — Ростов-на-Дону  Купить триммер GA.MA Ovetto GM3972 по низкой цене: отзывы, фото, характеристики в интернет-магазине Ozon
Купить триммер GA.MA Ovetto GM3972 по низкой цене: отзывы, фото, характеристики в интернет-магазине Ozon